30. Обозначение на чертежах точности изготовления зубчатых колес и передач.
Рассмотрим несколько примеров обозначения зубчатых колес и передач:
7 – С ГОСТ 1643-81, где 7 – 1) степень кинематической точности; 2) степень точности плавности работы; 3) степень точности по пятну контакта; С – вид допуска (основное отклонение); с – величина одноименного допуска, которая на чертежах не указывается.
Зубчатая цилиндрическая передача общего назначения запишется:
8 – 7 – 6 Ва ГОСТ 1643-81, где 8 – степень кинематической точности; 7 – степень точности по норме плавности работы; 6 – степень точности по пятну контакта; В – вид сопряжения (основное отклонение); а – величина допуска.
Зубчатая цилиндрическая
силовая передача с увеличенным боковым зазором jn max
и рассмотрены ни![]() ниже
ниже
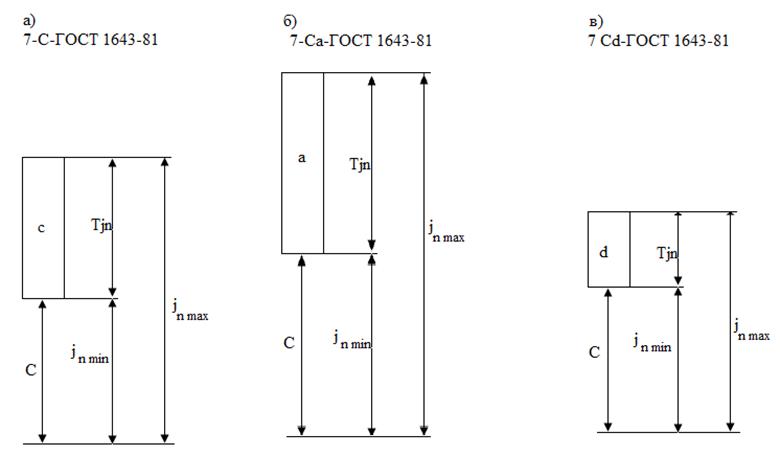
Примеры формирования бокового зазора и его показателей в зубчатых передачах:
а- зубчатая передача со стандартным допуском бокового зазора б- зубчатая передача с увеличенным допуском бокового зазора в- зубчатая передача с уменьшенным допуском бокового зазора
7 – Са / V – 128 ГОСТ 1643-81
где 7 – степень по всем нормам точности; С – вид сопряжения; а – величина допуска. Данная ЗП является одной из ЗП общего назначения. Допуск на межосевое расстояние между центрами колес измен, определяется по V разряду и составляет 128 мкм.
31. Комплексные показатели отклонения формы детали. Обозначения на чертежах.
Для оценки и нормирования предельных отклонений формы цилиндрических и плоских поверхностей установлено два вида показателей: комплексные и дифференцированные. Комплексный показатель учитывает два и более видов погрешностей, а дифференцированные – только одну, конкретную погрешность. Комплексные показатели являются основными, так как в процессе работы механизма погрешности формы деталей большинства соединений проявляются в совокупности. Комплексные показатели учитываются на чертежах символами, а дифференцированные (поэлементные) – дополнительно текстом.
32. Технологическая связь, виды обработки, квалитеты точности и шероховатости поверхности деталей. Примеры.
Квалитет – это точность изготовления гладких деталей. ГОСТ 25346-89 устанавливает 20 квалитетов точности, из которых самым точным является IT01 и самым грубым IT18.
IT01,IT0 –квалитеты для изготовления эталонов;
IT1- IT3 – квалитеты для контркалибров, калибров;
IT4, IT5 – для высокоточных изделий в машиностроении
IT6- IT9 – квалитеты, широко используемые в машиностроении для сопряжений деталей
IT10-IT12 – для размерных цепей
IT13-IT18 – квалитеты для свободных размеров.
За каждым квалитетом закреплено
определенное количество допуска. Допуск размера определяется по ф-ле ![]() , где Т – допуск, а – кол-во единиц
допуска, i – мера точности,
которая зависит от размера.
, где Т – допуск, а – кол-во единиц
допуска, i – мера точности,
которая зависит от размера.
Шероховатость – совокупность
неровностей с относительно малыми шагами, образующих рельеф реальной
поверхности и рассматриваемых в пределах базовой линии l независимо от материала, способа обработки и других
погрешностей. Ш определяется видом обработки и существенно влияет на все
эксплуатационные показатели машины, т.к. это наблюдается в любом сопряжении. 
![]()
![]() ,
,![]()
33. Обозначения на чертежах шпоночных соединений
На чертеже призматическая шпонка первого вида исполнения запишется:
Шпонка b x h x l ГОСТ 23360-78
где b – ширина, h – высота, l – длина, мм. Исполнение шпонки «1» не проставляется.
Второго вида Шпонка 2 – b x h x l ГОСТ 23360-78.
Для сегментных шпонок в чертежах указывается
Шпонка b x h ГОСТ 24071-80
где b – ширина, h – высота при полном профиле сегментной шпонки. Исполнение шпонки «1» не проставляется.
Шпонка 2 - b x h1 ГОСТ 24071-80.
где 2 – исполнение шпонки, b – ширина, h1 – высота , h=0,8h.
34. Виды резьб. Обозначение на чертежах.
Виды резьб:
- по назначению:
а) крепежная б) кинематическая в) специальная
- по направлению движения винтового контура а) правая б) левая ( LH)
- по форме профиля винтовой
канавки а) треугольная (метрическая ![]() , трубная
, трубная ![]() )
)
б) упорная в) трапецеидальная д) прямоугольная
- по расположению винтовой канавки а) наружная б) внутренняя
- по форме поверхности с резьбой а) цилиндрическая б) конусная
- по числу заходов а) однозаходная б) двухзаходная в) многозаходная
Обозначение на чертежах
Резьба метрическая цилиндрическая
М24 х 2 или М24 х LH
Резьба трапецеидальная
Tr 40 x 6 или Tr 40 x 6 LH
Резьба упорная двухзаходная лекая
S 80 x 20 (P10) LH – 7AZ / 7h – 120
7AZ – допуск на внутреннюю резьбу, 7h – допуск на наружную резьбу, 120 – увеличенная длина свинчивания, мм.(нормальная длина не указывается)
Резьба трубная цилиндрическая обозначается на чистом поле чертежа
G
1 ![]() LH – A / В –
40 где 1
LH – A / В –
40 где 1 ![]() - дюймовая, А – класс точности
внутренней резьбы.
- дюймовая, А – класс точности
внутренней резьбы.
35. Обозначение на чертежах предельных отклонений расположения поверхностей. Примеры.
36.Обозначение зависимых и независимых допусков расположения поверхностей. Примеры.
Допуском расположения называется предел, ограничивающий допускаемое значение отклонения расположения поверхностей.
Полем допуска расположения называется область в пространстве или на заданной плоскости, внутри которой должны находиться прилегающая поверхность нормируемого элемента на ось, центр, плоскость симметрии нормируемого элемента.
Независимым называется допуск расположения , числовое значение которого постоянно для всей совокупности деталей, изготовляемых по данном чертежу, и не зависит от действительного размера нормируемого или базового элемента.
Зависимым называется допуск расположения , числовое значение которого переменно для различных деталей, изготовляемых по данном чертежу, и зависит от действительных размеров нормируемого или базового элемента.
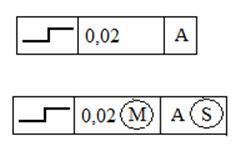
Обозначение зависимого допуска
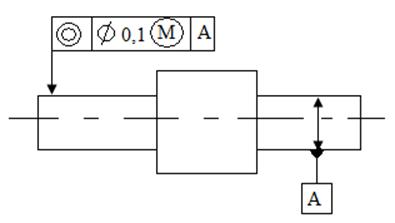
Обозначение независимых допусков
37. Обозначение на чертежах шероховатости поверхности. Параметры шероховатости.
Термины, определения, параметры,
нормирование и контроль шероховатости регламентируются ГОСТ 2789-73. Все
параметры Ш нормируются и контролируются по неровностям на базовой длине. К
высотным параметрам относятся ![]()
![]() -
наибольшая высота неровности, мкм, - это расстояние между линиями впадин и
выступов.
-
наибольшая высота неровности, мкм, - это расстояние между линиями впадин и
выступов.
![]() -
высота неровности профиля,
-
высота неровности профиля, ![]() ,
,
n – обще кол-во выступов и впадин, n ![]() 5,
5, ![]() - высота
выступа от средней линии;
- высота
выступа от средней линии; ![]() -размер впадины от средней
линии,
-размер впадины от средней
линии, ![]() - размер между впадиной и выступом
единичной неровности поверхности детали.
- размер между впадиной и выступом
единичной неровности поверхности детали.
![]() -
среднее значение отклонения точек поверхности реального профиля от средней
линии m в пределах базовой
длины l:
-
среднее значение отклонения точек поверхности реального профиля от средней
линии m в пределах базовой
длины l:
 или
или  при
при ![]()
Шаговые параметры
![]() -расстояние
между двумя ближайшими выступлениями, мм
-расстояние
между двумя ближайшими выступлениями, мм
![]() -
расстояние (шаг) между одноименными сторонами профиля по средней линии m, мм
-
расстояние (шаг) между одноименными сторонами профиля по средней линии m, мм
Относительная опорная длина
поверхности ![]()
![]()
где В – сумма длин сечений выступов реального профиля при пересечении мнимой плоскостью на уровне р; l – базовая длина по ГОСТ 2789-73. Уровень сечения р указывается в % от длины Р=Rmax и отсчитывается от линии выступа.
Обозначение шероховатостей на чертежах
![]()
![]()
![]() ,
,![]()
38. Обозначения допусков формы.
Известно, что на рабочих чертежах
допуски формы обозначаются в рамке с двумя полями, где в первом поле
указывается символ, а во втором числовое значение величины допуска в
миллиметрах (ГОСТ 2.308-79). Например: допуск прямолинейности ![]() , допуск круглости
, допуск круглости ![]() , допуск прямолинейности
, допуск прямолинейности![]() , допуск цилиндричности
, допуск цилиндричности ![]() , допуск профиля продольного сечения
, допуск профиля продольного сечения ![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.