защитного ограждения, патрона станка, других обратимых действий. Команду М84 применяют для программирования режима ожидания ПP до действительного выполнения ранее заданных команд М80, М81, М82.
В табл. 24 рассмотрен пример записи нескольких часто встречающихся команд.
Таблица 24.
Фрагмент УП для 5-ого перехода (см.табл.21 и 22)
|
Кадр |
Номер |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Содержание |
М67 L5 |
МО1 |
М99 L5 |
G01 V10 |
G00. Р2 |
G01 V80 |
G00. Р1 |
В рассматриваемом переходе скорость перемещения ЗУ с сильно вытянутой рукой робота для надежности снижена до 10%
3. Наглядное представление о структуре ТП дает схема технологических переходов и их связей. В последовательной структуре (рис. 28, а) основные технологические переходы образуют одну непрерывную линию, которая характеризует затрачиваемое на ТП время. Время отдельных переходов с Т1 до Т18 (см. табл. 21) обозначено: полями с наклонными штриховыми линиями - время основных технологических переходов обработки и измерения; светлыми полями - время вспомогательных обменных переходов между ПР и другим оборудованием ГПМ; темными полями - время вспомогательных транспортных переходов, совершаемых ПР.
3.1. В
параллельной структуре (рис. 28, б), где ![]() ) -
суммарное время загрузки станка очередной необработанной и выгрузки предыдущей
обработанной заготовки; ТК - суммарное время загрузки ИК очередной
обработанной деталью и выгрузки предыдущей измеренной,
) -
суммарное время загрузки станка очередной необработанной и выгрузки предыдущей
обработанной заготовки; ТК - суммарное время загрузки ИК очередной
обработанной деталью и выгрузки предыдущей измеренной, ![]() и
и
![]() технологические переходы образуют
параллельные линии, которые в идеальном случае имеют одинаковую длину. В
действительности они будут разными. В частности если
технологические переходы образуют
параллельные линии, которые в идеальном случае имеют одинаковую длину. В
действительности они будут разными. В частности если ![]() ,
T, , между составляющими Т2 и
,
T, , между составляющими Т2 и ![]() -появится
дополнительный отрезок времени простоя ПР перед станком в ожидании
окончания обработки предыдущей заготовки.
-появится
дополнительный отрезок времени простоя ПР перед станком в ожидании
окончания обработки предыдущей заготовки.
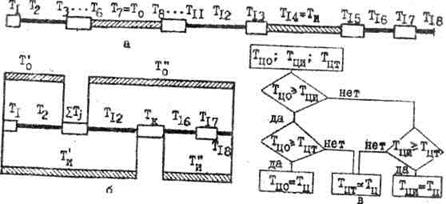
Рис.28. Структурные схемы ТП и блок-схема алгоритма расчёта ТЦ
Казалось бы, что общая продолжительность изготовления деталей при параллельной структуре ТП должна быть минимальной, что справедливо при одинаковом времени выполнения одноимённых переходов в ТП с разной структурой.
3.2. Между тем, при параллельной структуре ТП число опорных точек обычно возрастает за счёт усложнения загрузочно-разгрузочных переходов, что увеличивает время их выполнения, например время ТК Увеличенное в позиции В (см.рис.26) число опорных точек (см.рис.27,б) необходимо для загрузки на площадку ИК (соответствует положению ЗУ в точке Р13) очередной, обработанной детали и выгрузки предыдущей, аттестованной детали в последовательности: Р10 с освобождением обработанной детали, Р11, Р12 с захватом аттестованной детали, Р13, Р14 с освобождением аттестованной детали, Р9, Р10 с захватом обработанной детали, Р11, Р12 освобождением обработанной детали, Р13, Р14 с захватом аттестованной детали, Р15.
Усложнение отдельных переходов может заметно снизить эффективность ТП с параллельной структурой.
4. При расчете ряда показателей работы ГПМ определяют полный производственный цикл ТЦ.
4.1. Для
последовательной структуры (см. рис. 28,а и табл. 21) ![]() .
Для параллельной структуры (см. рис. 24, б) ТЦ определяется иначе.
Если обозначить суммарное время по верхней строке схемы через ТЦО,
по средней строке - через ТЦТ и по нижней строке - через ТЦИ,
время полного производственного цикла ТЦ определится но простому
алгоритму (см. рис. 28, в)
.
Для параллельной структуры (см. рис. 24, б) ТЦ определяется иначе.
Если обозначить суммарное время по верхней строке схемы через ТЦО,
по средней строке - через ТЦТ и по нижней строке - через ТЦИ,
время полного производственного цикла ТЦ определится но простому
алгоритму (см. рис. 28, в)
4.2.
Эффективность использования дорогостоящего оборудования ГПМ определяется
коэффициентом загрузки К3. Значения этого коэффициента для обрабатывающего,
измерительного и транспортного оборудования ГПМ находятся по формулам: К30
= Т0/ТЦ ; КЗИ = ТИ/ТЦ ; ![]() КЗТ
= ТТ/ТЦ , где
КЗТ
= ТТ/ТЦ , где ![]() ТТ - сумма всех
транспортных и обменных переходов.
ТТ - сумма всех
транспортных и обменных переходов.
5. Результаты выполненной работы кратко излагаются в выводах, где, в частности, оценивается эффективность технологического процесса
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.