

















Выбранные параметры устройства должны обеспечить измерение контролируемого параметра с заданным полем допуска и допустимую погрешность измерения.
Величины поля допуска и допустимой погрешности являются исходными данными для выбора параметров пневматического измерительного устройства ротаметрического типа.
![]() мкм, (1)
мкм, (1)
где ∆S - изменение суммарного зазора при изменении измеряемой величины в пределах, которые должны отсчитываться по шкале, мкм; δ - допуск на измеряемый параметр, мкм; т - величина увеличения поля допуска за его границами, в пределах которой надо также производить отсчет по шкале; ориентировочно при двухстороннем поле допуска т = 0,2÷0,6, при одностороннем поле допуска т = 0,1÷0,3; δS - неточность изготовления или установки зазора в измерительной оснастке у каждого сопла, ориентировочно δS = 2÷10 мкм; z - число измерительных сопл.
В обычном достаточно для выбранных значений d2, z и вычисленной по формуле (1) величине ∆S для заданного случая выбрать значение, при котором ∆S ≤ l. При этом определяется величина среднего зазора Scp, необходимая для проектирования измерительной оснастки, и передаточное отношение К.
После этого использую формулы:
 мкм, (2)
мкм, (2)
 мкм (3)
мкм (3)
обычно определяют минимальный и максимальный зазоры между соплами и измеряемой деталью.
Далее определяют отсчётную погрешность ∆1, обусловленную собственно отсчетным прибором. Для данного типа измерений погрешность составляет 1.5 мм вод. ст. и рассчитывается как
 мкм, (4)
мкм, (4)
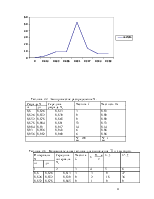
где К - значение передаточного отношения, взятое из табл. 1 для
Размеры позволяют применить измерительное сопло с d2хD = 2x4 мм.
Величина ∆S изменения зазора в процессе измерения в этом случае в соответствии с формулой (1) при принятом выходе за границу поля допуска m=0,4 (по 0,2 за каждую границу), среднем значении неточности установку измерительного сопла ∆S = 6 мкм и числе сопл z=1 составит
![]() мкм
мкм
С помощью табл. 3 подбирают значение d1 входного сопла, при котором вычисленная выше величина ∆S меньше прямолинейного участка характеристики l.
В рассматриваемом случае при d2xD = 2x4 мм этому соответствует входное сопло d1 = l,5 мм, при котором l=60 мкм, измерительный зазор в середине участка Sср=90 мкм и передаточное отношение К=0,93 мм вод. ст./мкм.
Наименьший зазор составит мкм, а наибольший
 мкм.
мкм.
Величина погрешности отсчетного устройства составит в соответствии с формулой (4)
 мкм.
мкм.
В соответствии с табл. 2 время срабатывания для рассматриваемого случая составит 2,6 с. Амплитудно-частотная характеристика в этом случае представляет интереса, так как деталь в процессе измерения неподвижна.
Погрешность отсчетного устройства ∆1= 1,6 мкм составляющая приблизительно 6% поля допуска с учетом остальных составляющих суммарной погрешности может оказаться слишком, большой. Например, при сортировке деталей в пределах заданного допуска на десять селективных групп интервал каждой группы составит 2,5 мкм. Погрешность отсчетного устройства составит при этом приблизительно 64% интервала группы.
В этом случае приходится обычно ограничить величину выхода за границу поля допуска, при которой характеристика и шкала остаются прямолинейными, и увеличить точность установки первоначального зазора δS. При m=0,2 и δS=2 мкм (второй вариант выбора параметров)
∆S = 25 (1+0,2)+2·1=32 мкм,
По табл. 1 определяют значение d1 входного сопла, которое при данных условиях составит d1=l,2 мм. Прямолинейный участок 30 мкм, зазор в середине прямолинейного участка Scp=75 мкм и пневматическое передаточное отношение K=2,0 мм вод. ст./мкм.
Наименьший зазор при этом составит
 мкм, а наибольший
мкм, а наибольший
 мкм.
мкм.
Величина погрешности отсчетного устройства снизится по сравнению с предыдущим вариантом выбора параметров и составит
 мкм.
мкм.
Погрешность отсчетного устройства будет равна приблизительно 3% всего поля допуска и 30% величины селективной группы.
В соответствии с табл. 2 время срабатывания составит t=1,8 с.
Следовательно, при втором варианте выбора параметров производительность контроля несколько повышается.
Для рассматриваемого примера может быть осуществлен также третий вариант выбора параметров, позволяющий увеличить точность контроля. Этого можно добиться за счет перехода на входное сопло с d1=0,7 мм и использования прямолинейного участка характеристики с нелинейностью 3%.
Для l=32 мкм (по табл. 1) зазор в середине прямолинейного участка Scp=54 мкм и пневматическое передаточное отношение K=6,4 мм вод. ст./мкм.
Наименьший зазор
 мкм, а наибольший
мкм, а наибольший
 МКМ.
МКМ.
Величина погрешности отсчетного устройства
 мкм и составит приблизительно 0,9% всего поля допуска и приблизительно 9% величины селективной
группы. Однако время срабатывания вырастет и в соответствии с табл
мкм и составит приблизительно 0,9% всего поля допуска и приблизительно 9% величины селективной
группы. Однако время срабатывания вырастет и в соответствии с табл
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.