34
Наплавочную операцию характеризуют следующие параметры:
- химический состав материала электродной проволоки и ее диаметр;
- марка и грануляции флюса;
- скорость подачи электродной проволоки Vп
- скорость наплавки (скорость перемещения дуги) Vн;
- величина, род и полярность сварочного тока, напряжение на дуге;
- расположение электрода по отношению к наплавляемой поверхности.
Наплавка цилиндрических поверхностей ведется непрерывным валиком по винтовой линии, т.е. при включенном механизме подачи суппорта наплавочного станка. Шаг наплавки (подачи) выбирается из условия, чтобы каждый последующий валик перекрывал предыдущий на 1/3 его ширины В
. Толщина слоя зависит от параметров режима наплавки и может быть доведена до 6-8 мм для деталей сплошного сечения.
Наплавку пустотелых деталей ведут двумя способами:
- укладкой валиков с большим шагом за два прохода;
- наплавкой сплошным слоем за один проход с принудительным охлаждением.
Наплавка плоских поверхностей ведется отдельными участками или через валик с малым проваром широкими валиками.
Такой прием наплавки исключает локальный нагрев и уменьшает провар и коробление детали.
Для уменьшения провара
электрод наклоняют под углом 4050° к поверхности
наплавки, работу ведут на увеличенном вылете электрода, на постоянном токе обратной
полярности. С увеличением вылета электродная проволока нагревается и плавится быстрее.
Таким образом, наплавленный слой формируется главным образом за счет металла
электродной проволоки.Скорость наплавки Vн — скорость перемещения дуги относительно
наплавляемой поверхности. Этот параметр режима наплавки определяется по формуле
Vн=КнJ/(FН∙p∙100) 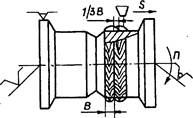
де Vн — скорость наплавки, м/ч; Кн — коэффициент наплавки,
А-ч; J-величина сварочного тока, А; FН -площадь поперечноuо сечения наплавляемого валика, см ; р - плотность металла, г/см .
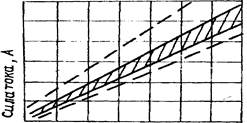
Скорость подачи электродной проволоки Гц рассчитывается по формуле VП=4∙KН∙J/(π∙d2∙p) где Vп -скорость подачи проволоки, м/ч; d- диаметр электродной проволоки, мм, его принимать 1,2-3,0 мм. Обычно скорость подачи принимают равной от 100 до 300 м/ч. Сварочный ток можно определять графическим путем На графике заштрихованная область соответствует предпочтительным значениям сварочного тока. Штриховые линии ограничивают область допустимых токов.
Электродная проволока для сварочных и наплавочных работ выбирается в зависимости от применяемого флюса. При использовании плавленых флюсов химический состав электродной проволоки должен быть близким наплавляемому металлу. Для этого металлургической промышленностью выпускается наплавочная проволока типа Нд диаметром 0,3-8,0 мм.
Наплавочная проволока по химическому составу делится на три группы:
- из углеродистой стали (восемь марок: Нп-30, Нп-40, Нп-45 и др.);
- из легированной стали (одиннадцать марок: Нп-10ГЗ, Нп-ЗОХ5
и др.);
-из высоколегированной стали (девять марок: Нп-20Х14,
Нп-ЗХ13, Нп-45Х4ВЗФ и др.).
Порошковая проволока применяется в тех случаях, когда требуется высокая точность химического состава наплавленного металла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
