



длина сопряжения, l =160 мм; крутящий
момент M![]() = 4000 Нм; материал вала и втулки – сталь 35.
= 4000 Нм; материал вала и втулки – сталь 35.
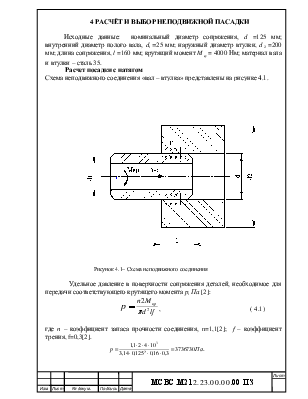
Расчет посадки с натягом
Схема неподвижного соединения «вал – втулка» представлены на рисунке 4.1.
Рисунок 4.1– Схема неподвижного соединения
Удельное давление в поверхности сопряжения деталей, необходимое для передачи соответствующего крутящего момента р, Па [2]:
![]()
 , (
4.1)
, (
4.1)
где n – коэффициент запаса прочности соединения, n=1,1[2]; f – коэффициент трения, f=0,3[2].
 .
.
Наименьший расчетный натяг соединения толстостенных
цилиндрических изделий ![]() , м [2]
, м [2]
![]()
 , (4.2)
, (4.2)
где
[![]() ] – значение наименьшего функционального
давления в поверхности сопряжения «вал-втулка», необходимого для передачи соответствующего
крутящего момента, [
] – значение наименьшего функционального
давления в поверхности сопряжения «вал-втулка», необходимого для передачи соответствующего
крутящего момента, [![]() ]=
]=![]() =3736730 Па;
=3736730 Па; ![]() ,
, ![]() – модули упругости материалов втулки и вала,
для стали
– модули упругости материалов втулки и вала,
для стали ![]() [2];
[2]; ![]() ,
, ![]() – коэффициенты для втулки и вала.
– коэффициенты для втулки и вала.
 ; (4.3)
; (4.3)![]()
 ; (4.4)
; (4.4)
где
![]() ,
,![]() – коэффициенты Пуассона
для материалов втулки и вала, для стали
– коэффициенты Пуассона
для материалов втулки и вала, для стали ![]() [2].
[2].
 ;
;
 ;
;
 м.
м.
Наименьший функциональный натяг ![]() , м [ 2] :
, м [ 2] :
![]() ,
(4.5)
,
(4.5)
где
![]() – поправка, учитывающая смятие неровностей
поверхности деталей при сборке;
– поправка, учитывающая смятие неровностей
поверхности деталей при сборке; ![]() – поправка, учитывающая влияние
изменения линейных размеров материалов деталей за счет разницы температур
работы и сборки,
– поправка, учитывающая влияние
изменения линейных размеров материалов деталей за счет разницы температур
работы и сборки, ![]() м [2];
м [2]; ![]() –
поправка за счет ослабления натяга из-за центробежных сил,
–
поправка за счет ослабления натяга из-за центробежных сил, ![]() м [2];
м [2]; ![]() –
поправка, вносимая повторной запрессовкой,
–
поправка, вносимая повторной запрессовкой, ![]() м [3].
м [3].
![]() (4.6) где
(4.6) где
![]() –
шероховатость поверхности отверстия по квалитету точности IT7,
–
шероховатость поверхности отверстия по квалитету точности IT7, ![]() м [3];
м [3]; ![]() – шероховатость поверхности вала по квалитету точности
IT7,
– шероховатость поверхности вала по квалитету точности
IT7, ![]() м [2].
м [2].
![]() м;
м;
![]() м.
м.
Предельно допустимые давления в поверхностях
отверстия и вала ![]() и
и ![]() , Па :
, Па :
 ,
(4.7)
,
(4.7)
 ,
(4.8)
,
(4.8)
где
![]() ,
,![]() – пределы текучести
материалов втулки и вала,
– пределы текучести
материалов втулки и вала, ![]() [2].
[2].
 ,
,
 .
.
Наибольшее
функциональное давление ![]() принято равным
меньшему из двух значений рассчитанных по формулам (4.7), (4.8) значений
давлений [2]:
принято равным
меньшему из двух значений рассчитанных по формулам (4.7), (4.8) значений
давлений [2]:
![]() .
.
Наибольший допустимый (функциональный) натяг
неподвижной посадки ![]() , м:
, м:
![]() , (4.9)
, (4.9)
где
![]() – наибольший расчетный натяг, м;
– наибольший расчетный натяг, м; ![]() – поправка, учитывающая увеличение натяга
на торцах охватывающей поверхности,
– поправка, учитывающая увеличение натяга
на торцах охватывающей поверхности, ![]() м [2];
м [2]; ![]() – поправка, учитывающая изменение натяга
при рабочей температуре,
– поправка, учитывающая изменение натяга
при рабочей температуре,![]() м [2];
м [2]; ![]() – поправка, учитывающая смятие неровностей
поверхностей отверстия и вала,
– поправка, учитывающая смятие неровностей
поверхностей отверстия и вала, ![]() м [2].
м [2].
 , (4.10)
, (4.10)
 м.
м.
![]() м.
м.
Допуск рассчитываемой посадки с натягом [TПN], м:
[TПN]=[Nmax]-[Nmin] (4.11)
![]() м.
м.
По функциональным предельным значениям натягов
выбрана непредпочтительная стандартная неподвижная посадка в системе отверстия,
 , которая удовлетворяет условиям:
, которая удовлетворяет условиям:
60% [TПN] ![]() TПNст ,
(4.12)
TПNст ,
(4.12)
![]() ,
(4.13)
,
(4.13)
![]() ,
(4.14)
,
(4.14)
где
![]() и
и ![]() – предельные значения натягов стандартной (выбранной )
посадки.
– предельные значения натягов стандартной (выбранной )
посадки.
Поскольку после выбора посадки сопрягаемые детали оказались в иных квалитетах, то назначаем шероховатость поверхности по IT8:
![]() м ,
м ,![]() м и определены значения наибольшего и наименьшего
функциональных натягов.
м и определены значения наибольшего и наименьшего
функциональных натягов.
Расчётом по формуле (4.6) при ![]() м,
м,![]() м
получено
м
получено ![]() .
.
Расчётом по формуле (4.5) при ![]() м и
м и ![]() получено
получено ![]() м.
м.
Расчётом по формуле (4.9) при ![]() м и
м и ![]() получено
получено ![]() м.
м.
Расчётом по формуле (4.11) при ![]() м и
м и ![]() м
получено
м
получено ![]() м.
м.
Проверено соответствие выбранной посадки условию
(4.12) при ![]() м:
м:
![]() м;
м;
![]() м.
м.
Также условиям (4.13) и (4.14) при ![]() м и
м и ![]() м
м
![]() м;
м;
![]() м.
м.
Основные характеристики неподвижной посадки с натягом
Определены основные характеристики посадки  . Посадка с натягом в системе отверстия
(непредпочтительная), допуск отверстия
. Посадка с натягом в системе отверстия
(непредпочтительная), допуск отверстия ![]() , допуск вала
, допуск вала ![]() , натяги:
, натяги: ![]() ,
, ![]() ,
, ![]() мм, допуск посадки с
натягом
мм, допуск посадки с
натягом ![]() .
.
Запасы прочности при эксплуатации Б, м [3] :
![]() , (4.15)
, (4.15)
![]() м.
м.
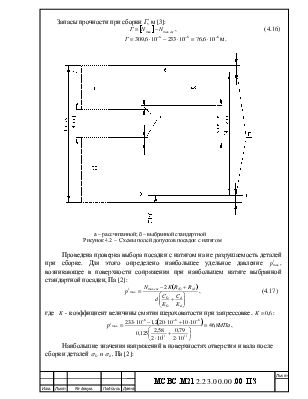
Запасы прочности при сборки Г, м [3]:
![]() , (4.16)
, (4.16)
![]() м.
м.
![]()
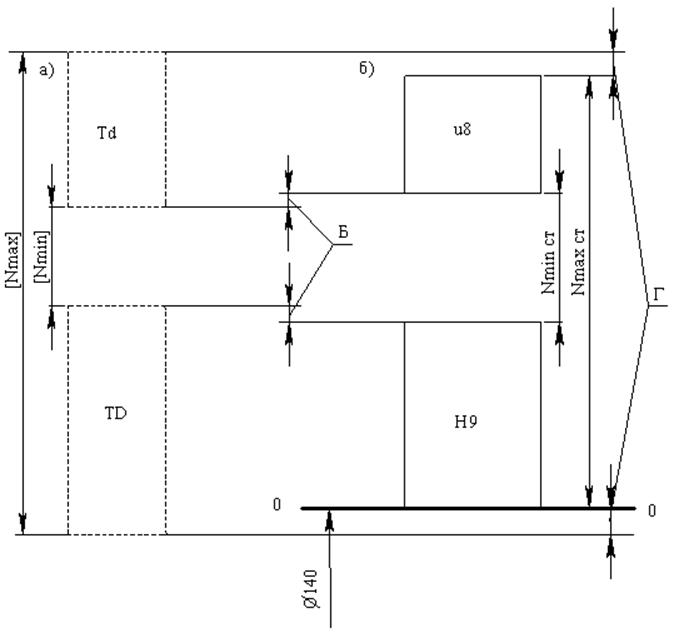
а – рассчитанной; б – выбранной стандартной
Рисунок 4.2 – Схемы полей допусков посадок с натягом
Проведена проверка выбора посадки с натягом на не разрушаемость
деталей при сборке. Для этого определено наибольшее удельное давление ![]() , возникающее в поверхности сопряжения при
наибольшем натяге выбранной стандартной посадки, Па [2]:
, возникающее в поверхности сопряжения при
наибольшем натяге выбранной стандартной посадки, Па [2]:
 , (4.17)
, (4.17)
где
![]() - коэффициент величины смятия
шероховатости при запрессовке,
- коэффициент величины смятия
шероховатости при запрессовке, ![]() :
:
 ,
,
Наибольшие
значения напряжений в поверхностях отверстия и вала после сборки деталей ![]() и
и ![]() , Па [2]:
, Па [2]:
 , (4.18)
, (4.18)
 ,
(4.19)
,
(4.19)
 ,
,
 ,
,
При сборке деталь не разрушается, так как соблюдаются условия:
![]() (4.20)
(4.20)
![]() (4.21)
(4.21)
где
![]() - пределы текучести материалов втулки и
вала, МПа.
- пределы текучести материалов втулки и
вала, МПа.
Усилие запрессовки деталей ![]() , кН [2]:
, кН [2]:
![]() , (4.22)
, (4.22)
![]() - коэффициент трения
при повторной запрессовке,
- коэффициент трения
при повторной запрессовке,
![]() ,
(4.23)
,
(4.23)
![]()
![]()
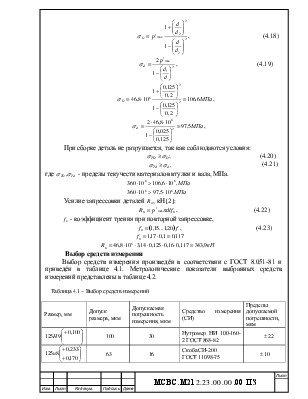
Выбор средств измерения
Выбор средств измерения произведён в соответствии с ГОСТ
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.