Оценка потребности запасных частей по вероятности безотказной работы
Графо-аналитический метод определения параметров процесса восстановления
Основным свойством управления качеством профилактики является надежность. Надежность – это свойство автомобиля выполнять заданные функции, сохраняя во времени значение эксплуатационных показателей в установленных пределах в соответствии с условиями использования, технологии ТО и Р., хранения и транспортировки. Одной из основных задач надежности является определение потребности запасных частей на планируемые периоды. Существует различные методы расчета количества запасных частей. Мной в настоящей работе рассмотрен графоаналитический метод, предложенный профессором Шейниным А. М. в Московском автомобильном институте.
Графоаналитический метод предусматривает построение
совмещенного графика, содержащего функцию распределения ![]() наработок
до первой замены и композиций распределения последующих замен
наработок
до первой замены и композиций распределения последующих замен ![]() .
.
Исходными данными для построения кривых ![]() являются средние ресурсы
являются средние ресурсы ![]() и среднеквадратические отклонения
и среднеквадратические отклонения ![]() , что позволяет рассчитывать
, что позволяет рассчитывать ![]() и
и ![]() композиции
распределения по следующим формулам:
композиции
распределения по следующим формулам:
Для построения графиков необходимо определить следующие показатели:
1) среднюю величина ![]() наработки
n элементов:
наработки
n элементов:
![]()
(3.1)
![]() ;
;
2) среднее квадратичное отклонение композиции
распределения ![]() равно квадратичному корню из
квадратов средних
равно квадратичному корню из
квадратов средних ![]() отклонений n
элементов:
отклонений n
элементов:
![]() (3.2)
(3.2)
![]() ;
;
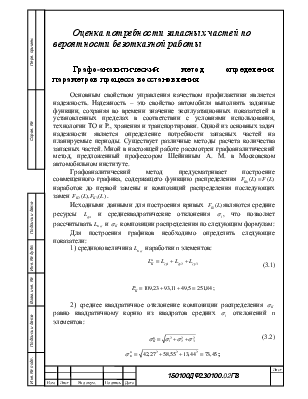
3) функции композиции распределения наработок до замен:
![]()
![]() (3.3)
(3.3)
где ![]() - квантиль нормального
распределения.
- квантиль нормального
распределения.
![]()
Таблица 9. – Расчет функции композиции распределения наработок до замен двигателя
|
α |
Up |
Наработки до 1-ой замены |
Наработки до 1-ой замены |
Наработки до 1-ой замены |
|
Lср1+Up*σ1 |
Lср2+Up*σ2 |
Lср3+Up*σ3 |
||
|
0 |
||||
|
0,1 |
-1,282 |
55,04 |
73,09 |
105,36 |
|
0,2 |
-0,842 |
73,64 |
117,45 |
155,63 |
|
0,3 |
-0,524 |
87,08 |
149,51 |
191,97 |
|
0,4 |
-0,253 |
98,54 |
176,83 |
222,93 |
|
0,5 |
0 |
109,23 |
202,34 |
251,84 |
|
0,6 |
0,253 |
119,92 |
227,85 |
280,75 |
|
0,7 |
0,524 |
131,38 |
255,17 |
311,71 |
|
0,8 |
0,842 |
144,82 |
287,23 |
348,05 |
|
0,9 |
1,282 |
163,42 |
331,59 |
398,32 |
По данным таблицы 9. строим график функции распределения.
Рисунок 4.- График функции распределения
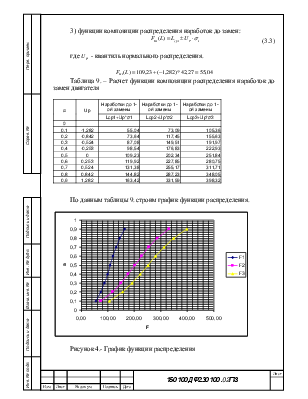
Определяем ведущую функцию ![]() для
каждого интервала пробега путем последовательного суммирования функции
композиции на этом интервале:
для
каждого интервала пробега путем последовательного суммирования функции
композиции на этом интервале:
![]() (3.4)
(3.4)
Расчет ![]() отражен в таблице 10.
отражен в таблице 10.
Таблица 10. – Расчет ведущей функции
|
L |
0 |
20 |
40 |
60 |
80 |
100 |
120 |
140 |
160 |
|
|
0 |
0 |
0 |
0,04 |
0,065 |
0,09 |
0,12 |
0,15 |
0,32 |
|
L |
180 |
200 |
220 |
240 |
260 |
280 |
300 |
320 |
340 |
|
|
0,49 |
0,55 |
0,67 |
0,9 |
1,07 |
1,23 |
1,4 |
1,59 |
1,74 |
|
L |
360 |
380 |
400 |
420 |
440 |
460 |
480 |
500 |
|
|
|
1,88 |
2 |
2,13 |
2,25 |
2,38 |
2,47 |
2,55 |
2,64 |
|
По данным таблицы 10. строим график ведущей функции.
Рисунок 5.– График ведущей функции
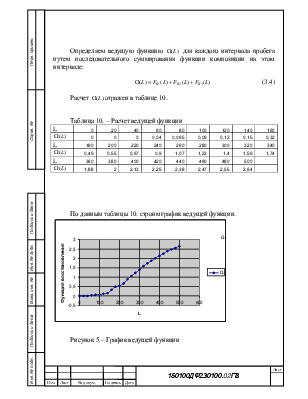
Зная ![]() и
и ![]() определяем
параметр потока отказов (замен) по формуле:
определяем
параметр потока отказов (замен) по формуле:
 (3.5)
(3.5)
Расчет ![]() отражен в таблице 11.
отражен в таблице 11.
Таблица 11. – Расчет параметра потока отказов (замен)
|
L |
0 |
20 |
40 |
60 |
80 |
100 |
120 |
140 |
160 |
|
|
0 |
0 |
0,002 |
0,00125 |
0,00125 |
0,0015 |
0,0015 |
0,0085 |
0,0085 |
|
L |
180 |
200 |
220 |
240 |
260 |
280 |
300 |
320 |
340 |
|
|
0,003 |
0,006 |
0,0115 |
0,0085 |
0,008 |
0,0085 |
0,0095 |
0,0075 |
0,007 |
|
L |
360 |
380 |
400 |
420 |
440 |
460 |
480 |
500 |
|
|
|
0,006 |
0,0065 |
0,006 |
0,0065 |
0,0045 |
0,004 |
0,0045 |
0,0045 |
По данным таблицы 11. строим график параметра потока отказов (замен).
Рисунок 6. – График параметра потока отказов (замен)
Рассмотренный график позволяет прогнозировать потребности в замене деталей и агрегатов на планируемый период
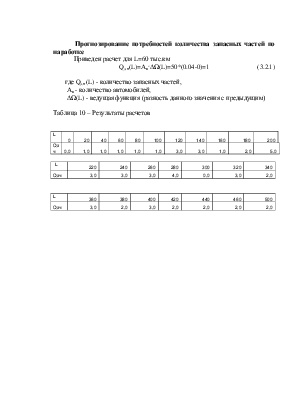
Прогнозирование потребностей количества запасных частей по наработке
Приведен расчет для L=60 тыс.км
Qз.п(L)=Αu·∆Ω(L)=50*(0.04-0)=1 (3.2.1)
где Qз.п(L) - количество запасных частей,
Αu - количество автомобилей,
∆Ω(L) - ведущая функция (разность данного значения с предыдущим)
Таблица 10 – Результаты расчетов
|
L |
0 |
20 |
40 |
60 |
80 |
100 |
120 |
140 |
160 |
180 |
200 |
||
|
Qзч |
0,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
3,0 |
3,0 |
1,0 |
2,0 |
5,0 |
||
|
L |
220 |
240 |
260 |
280 |
300 |
320 |
340 |
|
Qзч |
3,0 |
3,0 |
3,0 |
4,0 |
0,0 |
3,0 |
2,0 |
|
L |
360 |
380 |
400 |
420 |
440 |
460 |
500 |
|
Qзч |
3,0 |
2,0 |
3,0 |
2,0 |
2,0 |
2,0 |
2,0 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.