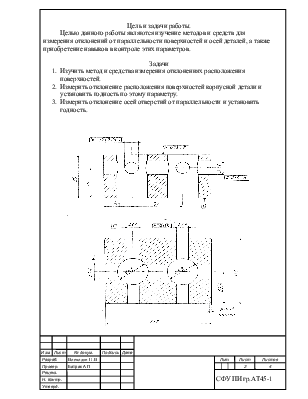
Цель и задачи работы.
Целью данного работы являются изучение методов и средств для измерения отклонений от параллельности поверхностей и осей деталей, а также приобретение навыков в контроле этих параметров.
Задачи
1. Изучить метод и средства измерения отклонениях расположения поверхностей.
2. Измерить отклонение расположения поверхностей корпусной детали и установить годность по этому параметру.
3. Измерить отклонение осей отверстий от параллельности и установить годность.
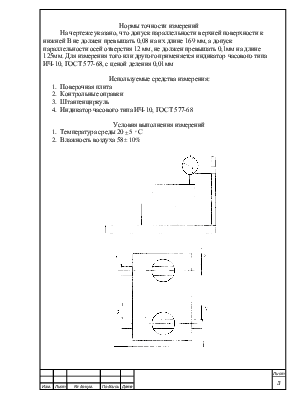
Нормы точности измерений
На чертеже указано, что допуск параллельности верхней поверхности к нижней В не должен превышать 0,08 на их длине 169 мм, а допуск параллельности осей отверстия 12 мм, не должен превышать 0,1мм на длине 125мм. Для измерения того или другого применяется индикатор часового типа ИЧ-10, ГОСТ 577-68, с ценой деления 0,01мм
Используемые средства измерения:
1. Поверочная плита
2. Контрольные оправки
3. Штангенциркуль
4. Индикатор часового типа ИЧ-10, ГОСТ 577-68
Условия выполнения измерений
1. Температура
среды 20![]() 5
5 ![]() С
С
2. Влажность
воздуха 58![]() 10%
10%
Результат измерения: 1-0; 2-+0,05; 3-0; 4-+0,11
![]() ;
;
![]()
![]()

Итоговая таблица измерений
|
Наименование отклонений |
Действительное значение отклонений |
Наименование допуска |
Заключение о годности |
|
Отклонение верхней грани от базовой плоскости В |
|
Допуск параллельных плоскостей |
Годен |
|
Отклонение от параллельных осей отверстий |
|
Допуск параллельных осей |
Годен |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.