34 вопрос (Электролитическое рафинирование никеля)
7.6. Электролитическое рафинирование никеля
Электролитическое рафинирование применяется для получения металла высших марок ГОСТ 849, содержащего 99,8 – 99,99 % (Ni + Co) и выделения из чернового никеля благородных металлов, селена, теллура и кобальта.
Электролиз проводят в растворе сульфата или смеси сульфата и хлорида никеля с некоторыми токопроводящими добавками.
Основные примеси чернового никеля – медь, железо кобальт, кремний, платиновые металлы, сера, селен и теллур. При растворении анода из чернового никеля можно ожидать следующиеэлектрохимические реакции:
Fe — 2е ![]() Fe2+; Е°
= – 0,44 в;
Fe2+; Е°
= – 0,44 в;
Со — 2е ![]() Со2+; Е°
= – 0,28 в;
Со2+; Е°
= – 0,28 в;
Ni — 2e=![]() Ni2+; Е°
= – 24 в;
Ni2+; Е°
= – 24 в;
Сu — 2е ![]() Сu2+; Е° = +0,34в;
Сu2+; Е° = +0,34в;
Pt + 4Сl––
– 2е ![]() PtCl
PtCl![]() ; Е° = + 0,73 в;
; Е° = + 0,73 в;
H2О — 4е ![]() О2
+ 4Н+; Е° = + 1,23 в.
О2
+ 4Н+; Е° = + 1,23 в.
Из сопоставления величин Е° ясно, почему практически из анодов в раствор переходят только железо, никель, кобальт и часть меди. Остальная медь и все платиноиды при растворении анодов выпадают в шлам. Потенциал анода недостаточен для разложения воды, однако при образовании оксидов металлов это возможно, вследствие чего анод пассивируется, растворение его замедляется и сменяется бурным выделением кислорода (электролит кипит). Добавка в электролит хлористого натрия предупреждает пассивирование анодов.
На катоде те же электрохимические реакции должны протекать в обратной последовательности. В связи с этим здесь следует ожидать первичного разряда ионов Сu2+, затем водорода:
2Н++2е = Н2; Е° = ±0,00 в.
и только в последнюю очередь – никеля и кобальта.
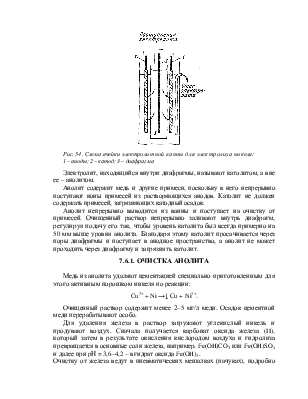
Учитывая это, ванны снабжают диафрагмами, т. е. пористыми перегородками, отделяющими анод от катода. Диафрагмы делают из синтетических тканей на основе полиэтилена или из брезента. Ткань натягивают на каркас из деревянных реек. Каждый катод помещают внутри такой диафрагмы, изготовленной в виде плоской коробки (рис. 54).
Рис. 54. Схема ячейки электролитной ванны для электролиза никеля:
1 – аноды; 2 – катод; 3 – диафрагма
Электролит, находящийся внутри диафрагмы, называют католитом, а вне ее – анолитом.
Анолит содержит медь и другие примеси, поскольку в него непрерывно поступают ионы примесей из растворяющихся анодов. Католит не должен содержать примесей, загрязняющих катодный осадок.
Анолит непрерывно выводится из ванны и поступает на очистку от примесей. Очищенный раствор непрерывно заливают внутрь диафрагм, регулируя подачу его так, чтобы уровень католита был всегда примерно на 50 мм выше уровня анолита. Благодаря этому католит просачивается через поры диафрагмы и поступает в анодное пространство, а анолит не может проходить через диафрагму и загрязнять католит.
7.6.1. очистка анолита
Медь из анолита удаляют цементацией специально приготовленным для этого активным порошком никеля по реакции:
Cu2+ + Ni →↓ Сu + Ni2+.
Очищенный раствор содержит менее 2–5 мг/л меди. Осадок цементной меди перерабатывают особо.
Для удаления железа в раствор загружают углекислый никель и продувают воздух. Сначала получается карбонат оксида железа (II), который затем в результате окисления кислородом воздуха и гидролиза превращается в основные соли железа, например, Fe(OH)CO3 или Fe(OH)SO4 и далее при рН = 3,6–4,2 – в гидрат оксида Fe(OH)3.
Очистку от железа ведут в пневматических мешалках (пачуках), подробно описанных при получении цинка. Снижение содержания железа до 0,5–1,0 мг/л достигается через 2–3 ч перемешивания раствора с карбонатом никеля при 60–70 °С. Карбонат никеля готовят, осаждая никель из части раствора кальцинированной содой.
Кобальт удаляют, действуя одновременно газообразным хлором и карбонатом никеля:
2СО2+ + Cl2 + 3NiCO3 + ЗН2О →↓ 2Со(ОН)3 + 3Ni2++ 2Сl– + ЗСО2.
Осадок, содержащий 4–6 % гидрооксида кобальта, направляют на извлечение части никеля, а затем в кобальтовое производство для извлечения кобальта.
Очищенный анолит пригоден для подачи в диафрагмы: он становится католитом.
7.6.2. регулирование состава электролита
В электролите всегда присутствуют ионы водорода, равновесный потенциал разряда которых, как известно из ряда напряжений, положительнее, чем никеля.
Если руководствоваться только рядом напряжений, следует признать, что восстановление ионов никеля на катоде в растворе, содержащем водородные ионы, невозможно. В действительности же никель из таких растворов успешно осаждают электролизом, потому что электродные процессы с выделением газов протекают со сравнительно малыми скоростями. Тем не менее, для получения высокого выхода никеля по току необходимо ограничить концентрацию ионов водорода в электролите – повысить его рН.
При рН ![]() 6 может начаться
гидролиз сульфата никеля, который
сопровождается отложением на катоде основных
солей, делающих осадок металла неоднородным, слоистым. Учитывая это,
католит подают рН = 2,5, а для ограничения возможности повышения рН при электролизе
в католит добавляют буферное вещество – борную кислоту.
6 может начаться
гидролиз сульфата никеля, который
сопровождается отложением на катоде основных
солей, делающих осадок металла неоднородным, слоистым. Учитывая это,
католит подают рН = 2,5, а для ограничения возможности повышения рН при электролизе
в католит добавляют буферное вещество – борную кислоту.
Для большей электропроводности в электролит вводят сульфат натрия и хлористый натрий, последний к тому же предупреждает пассивирование анодов. Состав анолита и католита дан в табл. 17.
Таблица 17
Примерный состав анолита и католита при электролизе никеля
|
Раствор |
Содержание, г/л |
||||||
|
н3во3 |
Na2SO4 |
NaCl |
Ni |
Сu |
Fe |
Со |
|
|
Анолит |
4,7 |
58 |
58 |
65 |
0,59 |
0,34 |
0,26 |
|
Католит |
4,7 |
58 |
58 |
65 |
0,005 |
0,0005 |
0,020 |
Электролитные ванны (рис. 55) делают из бетона и футеруют кислотоупорным кирпичом или керамической плиткой. Примерные размеры ванны, мм: длина 5600–9000, ширина 860–1100, глубина около 1400.
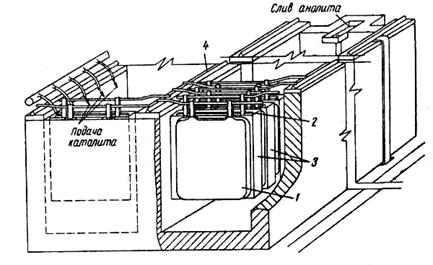
Рис. 55. Ванна для электролиза никеля: 1 – анод; 2 – катод; 3 – диафрагма; 4 – промежуточная шина
Аноды из чернового никеля отливают в виде прямоугольных плит по 200–250 кг и 850х750x45 мм. Катодные основы по ширине и длине на 50 мм больше анодов, они получаются электролизом очищенного раствора в отдельных матричных ваннах на матрицах из нержавеющей стали или титана. В ванне устанавливают 30–45 катодов и 31–46 анодов. Электролиз ведут при 55–65 °С и плотности тока от 150 до 350 а/м2. Выход никеля по току достигает 96 % при напряжении на ванне 2,4–2,5 в. Расход энергии постоянного тока колеблется в пределах от 2900 до 3300 кВт•ч/т никеля.
Никелевые катоды, имеющие толщину 6–12 мм, во избежание загрязнения часто не переплавляют, а разрезают на плитки и в таком виде отправляют потребителю.
Шлам, выпадающий на дно ванны, получается в количестве около 5% от массы анодов. Он содержит медь, никель, серу, углерод, шлаковые включения и платиновые металлы. Шлам высушивают, обжигают и переплавляют в аноды для вторичного электролиза. Вторичный шлам более богат платиновыми металлами, поэтому его направляют на аффинажные заводы.
Значение платины и ее спутников, извлекаемых попутно с никелем, трудно переоценить, если учесть, что в капиталистических странах этим путем извлекают около 30 % всей платины и платиноидов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.