1 Описание отливки
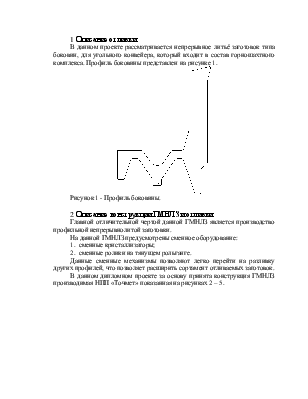
В данном проекте рассматривается непрерывное литьё заготовок типа боковин, для угольного конвейера, который входит в состав горношахтного комплекса. Профиль боковины представлен на рисунке 1.
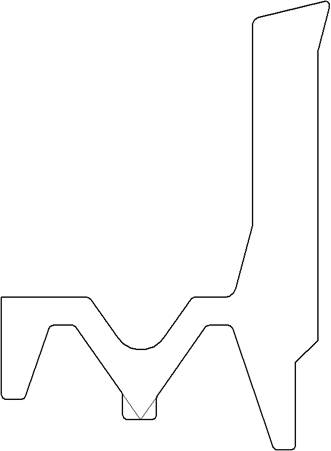
Рисунок 1 - Профиль боковины.
2 Описание конструкции ГМНЛЗ и отливки
Главной отличительной чертой данной ГМНЛЗ является производство профильной непрерывнолитой заготовки.
На данной ГМНЛЗ предусмотрены сменное оборудование:
1. сменные кристаллизаторы;
2. сменные ролики на тянущем рольганге.
Данные сменные механизмы позволяют легко перейти на разливку других профилей, что позволяет расширить сортамент отливаемых заготовок.
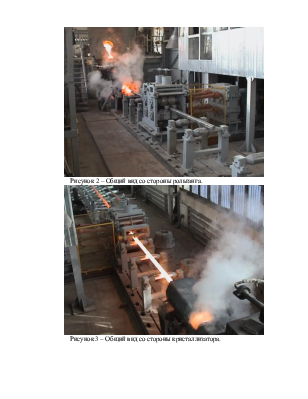
В данном дипломном проекте за основу принята конструкция ГМНЛЗ производимая НПП «Точмет» показанная на рисунках 2 – 5.

Рисунок 2 – Общий вид со стороны рольганга.

Рисунок 3 – Общий вид со стороны кристаллизатора.

Рисунок 4 – Вторичное охлаждение.

Рисунок 5 – Механизм протяжки заготовки.
В отличии от представленной на рисунках ГМНЛЗ в данном проекте применяется двуручьевая ГМНЛЗ, также отличительной особенностью является то, что в данном дипломном проекте отливается заготовка сортового профиля показанного на рисунке 1.
Преимуществом непрерывнолитых заготовок для боковин является изготовление боковин любой длины. Ограничением длины служит возможность её спуска в шахту. Также преимуществом можно считать то, что в данной заготовке сосчитается преимущества проката и литья, то есть заготовки полученные данным способом имеют минимальное отклонение от размеров и имеют достаточно низкую цену по сравнению с литьём. По сравнению с боковинами литыми в землю данные заготовки имеют более высокую прочность в связи с условиями кристаллизации, в данном случае получается более мелкозернистая структура. При прокате происходит изменение микроструктуры зерна, то есть зерно деформируется и для восстановления зерна необходимо проводить закалку и отпуск, а в данном случае нет необходимости проводить дополнительную термообработку.
Недостатками в данном случае являются следующие факторы:
- необходимость приваривания замковых частей и перегородок;
- усадочные дефекты в верхней трети заготовок (рисунок 6), но так как основную нагрузку несёт нижняя часть, то эти дефекты не влияют на работоспособность и износостойкость, и этим недостатком можно пренебречь.
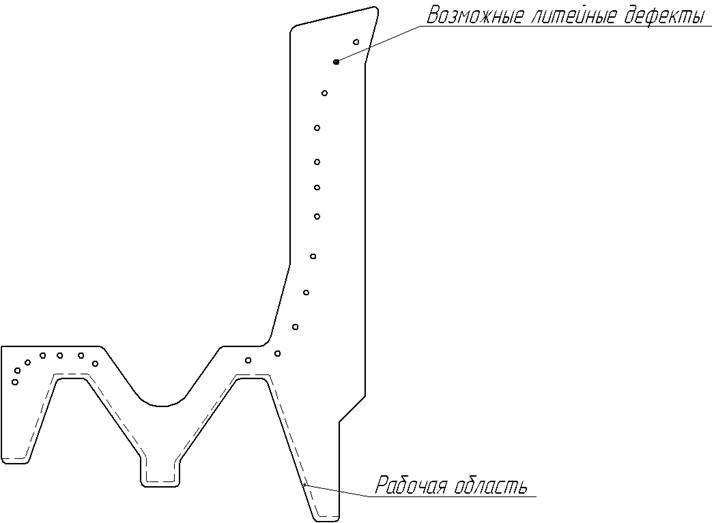
Рисунок 6 – Дефекты заготовок.
3 Расчёт срока окупаемости ГМНЛЗ.
Принимаем фонд ЗП на ГМНЛЗ равным 171 руб/т., существующий вариант в ц.10 принимаем 1050 руб/т., ТЭР: ГМНЛЗ - 494 руб/т.; ц.10 – 641 руб/т; затраты на материалы: 6319 руб/т.
В итоге получаем полную цеховую себестоимость:
Ц.10
1050+641+6319= 13079 руб/т. (по практическим данным ~ 30000 руб./т.);
ГМНЛЗ
171+494+6319= 6984 руб/т.
Экономический эффект определяется условно годовой экономией (Эуг)
Эуг = (Сбаз – Спр) × Вг, (3.4)
где Сбаз – себестоимость 1 тонны стали до реконструкции, руб/т,
Спр – себестоимость 1 тонны стали после реконструкции, руб/т,
Вг – фактическая годовая производительность стали по цеху, т/год.
Эуг =(13079-6984)·14382=90534690 руб.
Определяю годовой экономический эффект, учитывающий дополнительные капитальные вложения на реализацию реконструкции
Эг = Эуг – КВ × Ен, (3.5)
где КВ – капитальные вложения в реконструкцию цеха, руб,
Ен = 0,33 – нормативный коэффициент экономической активности.
Эг = 90534690-22000000·0,33=83274690 руб.
Срок окупаемости капитальных вложений определяем по формуле
Сок = КВ / Эуг, (3.6)
Сок =22000000/90534690=0,24 года.
Таблица 3.1 – Технико-экономические показатели.
|
Статьи |
Существующий вариант |
После реконструкции |
|
1. Капитальные вложения на реконструкцию, руб |
22000000 |
|
|
2. Себестоимость 1 тонны стали, руб |
30000 |
7000 |
|
3. Срок окупаемости, год |
0,24 |
|
|
4. Годовой экономический эффект, руб. |
83274690 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.