
































пространства печи, а также рассмотреть в специальной части применение газокислородных горелок.
Введение 5
1 Общая часть 6
1.1 Описание конструкции и оборудования печи 6
1.1.1 Рабочее пространство печи 6
1.1.2 Корпус электропечи 8
1.1.3 Стеновые панели 9
1.1.4 Водоохлаждаемый свод 11
1.1.5 Опора печи и механизм ее наклона 13
1.1.6 Механизм подъема и поворота свода 14
1.1.7 Механизм для зажима и перемещения электродов 15
1.1.8 Экономайзеры 16
1.2 Электрическое оборудование и работа ДСП 18
1.2.1 Электрическая схема ДСП 18
1.2.2 Устройство короткой сети 19
2 Расчетная часть 21
2.1 Выбор основных электрических параметров ДСП 21
2.2 Выбор формы и определение размеров плавильного пространства печи 24
2.3 Расчет элементов короткой сети 30
2.3.1 Жесткий участок токоподвода 32
2.3.2 Гибкий участок токоподвода 33
2.4 Тепловой расчет футеровки 33
3 Специальная часть 35
4 Заключение
Список использованных источников 41
Компакт диск В конверте на обложке
ФЮРА 290.098.000 ПЗ Пояснительная записка. Файл
Пояснительная записка.docx в формате Microsoft Offise Word 2007.
ФЮРА 290.098.000 ДСП–50 Сборочный чертеж (лист 1). Файл
Печь ДСП–50.cdw в формате Компас 3D V12.
ФЮРА 290.098.000 ДСП–50 Сборочный чертеж (Лист 2). Файл
Вид сверху ДСП–50.cdw в формате Компас 3D V12.
ФЮРА 290.098.000 ДСП–50 Спецификация. Файл
Спецификация ДСП–50.cdw в формате Компас 3D V12.
Графический материал: На отдельных листах
ФЮРА.290.098.000 СБ ДСП – 50
ФЮРА.290.098.000 Вид сверху ДСП – 50 (лист 2)
В третье тысячелетие человечество приходит по – прежнему со сталью в качестве основного конструкционного материала. Основным путём быстрого и экономичного повышения производства стали является развитие электрометаллургии. Развитие электрометаллургии позволяет решить другую важную проблему – значительное улучшение качества стали.
Существенные достижения в электросталеплавильном производстве в значительной мере связанны с разработкой и промышленным внедрением технологии высокого уровня, направленной на достижения наивысших значений производительности, снижения себестоимости продукции, повышение качества и конкурентоспособности стали и сплавов, реализацию энерго- и ресурсосберегающих и экологически чистых технологий. Современное электросталеплавильное производство практически достигло возможных пределов.
Особые преимущества производства стали в электрических печах, мало требовательных к качеству шихты и обеспечивающих получение стали любого состава. Улучшение работы электросталеплавильных печей, расширение сортамента выплавляемой в них сталей и понижение её себестоимости вызывает интенсивное развитие электрометаллургии.
Электросталеплавильному способу принадлежит ведущая роль, в производстве качественной и высококачественной стали. Благодаря ряду принципиальных особенностей этот способ, как ни один другой приспособлен для получения разнообразного по составу высококачественного металла с низким содержанием серы, фосфора, кислорода и других вредных или нежелательных примесей и высоким содержанием легирующих элементов: хрома, никеля, марганца и др.
Дуговая сталеплавильная печь вместимостью 50 т. Печь с эркерным выпуском металла.
ДСП состоит из рабочего пространства с тремя электродами, газокислородными горелками, токоподводами и механизмами, обеспечивающими наклон печи, удерживания и перемещения электродов и поворота свода.
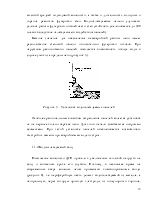
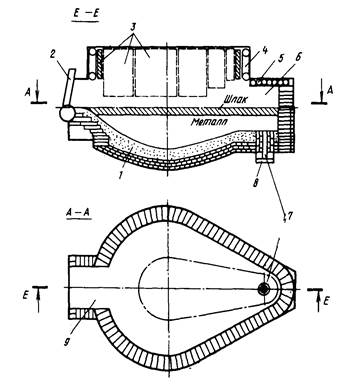 Печь с эркерным выпуском (рисунок 1) имеет с
противоположной от рабочего окна стороны выступ (эркер), в котором во время
плавки находятся металл и шлак.
Печь с эркерным выпуском (рисунок 1) имеет с
противоположной от рабочего окна стороны выступ (эркер), в котором во время
плавки находятся металл и шлак.
1 – утолщенный набивной слой пода; 2 – заслонка; 3 – стеновая панель;
4 – трубчатый каркас стен; 5 – сводик эркера; 6 – эркер; 7 – сталевыпускное отверстие; 8 – запорная пластина; 9 – рабочее окно
Рисунок 1 – Рабочее пространство печи с эркерным выпуском
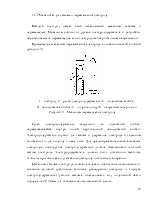
В дне эркера размещено сталевыпускное отверстие. дно с отверстием расположено на такой высоте, что для слива металла достаточен наклон печи на 10 – 12º. Стены эркера выложены из магнезитового кирпича, дно выполнено так же, как и под печи, сверху эркер закрыт съемным трубчатым водоохлаждаемым сводиком, при снятии которого обеспечивается доступ сверху к выпускному отверстию. После выпуска очередной плавки его перекрывают снизу графитовой плитой (рисунок 2).
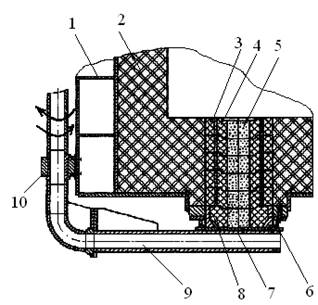
1 – корпус эркера; 2 – футеровка эркера; 3 – наружные кольца;
4 – внутренние кольца; 5 – засыпка; 6 – плита; 7 – запорная пластина
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.