








РАЗДЕЛ 6
ЭКОНОМИЧЕСКАЯ
ЧАСТЬ
6. Расчет экономической эффективности от внедрения типового технологического процесса восстановления цилиндрических деталей на примере ВОССТАНОВЛЕНИЯ распределительного вала электроконтактной приваркой
Расчет экономической эффективности от внедрения технологии восстановления и упрочнения распределительного вала электроконтактной пайкой ленты из стали 50ХФА через припой ПГ-СР3 выполнен в соответствии с методиками, рекомендуемыми для определения экономической эффективности технологий и сельскохозяйственной техники, утвержденной Министерством сельского хозяйства и продовольствия РФ.
6.1. Основные характеристики продукции (услуги)
Продукцией является распределительный вал с восстановленными поверхностями. Структура и свойства припаянного слоя обеспечивают необходимые требования к поверхности шеек для эксплуатации распределительного вала в составе двигателя. Результат применения выбранной технологии удовлетворяет потребностям заказчика, т.е. восстановленный распределительный вал имеет те характеристики, которые требовались заказчику.
6.2. Оценка рынка сбыта
В данном случае речь идет о крупносерийном производстве (2500 шт./год). Ремонтное государственное предприятие имеет постоянный спланированный прием изношенных распределительных валов на восстановление и их сбыт. Ёмкость рынка ориентировочно составляет 2500 шт. в год.
6.3. Конкуренция
В сравнении с базовым вариантом (покупка нового распределительного вала) восстановление вала предложенным методом является более выгодным, так как оно обеспечивает необходимые характеристики распределительного вала, а также требует меньших денежных затрат.
Организации, занимающиеся подобными методами восстановления:
- Ярославское РТП;
- Кунгурский ремонтно-механический завод;
- «Ремдеталь - Брянск».
6.4. Оценка издержек производства и расчет
себестоимости
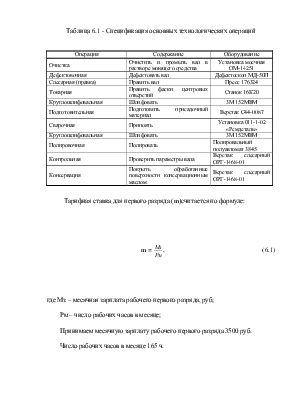
Расчет себестоимости представлен в таблицах 6.1 - 6.6.
Объем производства - 2500 штук / год.
Закупки сырья и материалов производятся у государственных предприятий, т.к. требуемые их объемы достаточно велики.
Для расчета зарплаты рабочего другого разряда необходимо тарифную ставку первого разряда умножить на тарифный коэффициент (К) соответствующего разряда (для третьего разряда К=1,29; для четвертого разряда К=1,48; для пятого разряда К=1,71).
|
Операция |
Содержание |
Оборудование |
|
Очистка |
Очистить и промыть вал в растворе моющего средства |
Установка моечная ОМ-14251 |
|
Дефектовочная |
Дефектовать вал |
Дефектоскоп МД-50П |
|
Слесарная (правка) |
Править вал |
Пресс 176324 |
|
Токарная |
Править фаски центровых отверстий |
Станок 16К20 |
|
Круглошлифовальная |
Шлифовать |
3М 152МВМ |
|
Подготовительная |
Подготовить присадочный материал |
Верстак С44-0087 |
|
Сварочная |
Припоять |
Установка 011-1-02 «Ремдеталь» |
|
Круглошлифовальная |
Шлифовать |
3М 152МВМ |
|
Полировочная |
Полировать |
Полировальный полуавтомат 3845 |
|
Контрольная |
Проверить параметры вала |
Верстак слесарный ОРГ-1468-01 |
|
Консервация |
Покрыть обработанные поверхности консервационным маслом |
Верстак слесарный ОРГ-1468-01 |
Тарифная ставка для первого разряда (m)считается по формуле:
m = ![]() , (6.1)
, (6.1)
Рм – число рабочих часов в месяце;
Принимаем месячную зарплату рабочего первого разряда 3500 руб.
Число рабочих часов в месяце 165 ч.
Получаем:
m = ![]() = 21,2 руб./час.
= 21,2 руб./час.
Для третьего разряда: m3 = m ´ 1,29 = 27,4 руб./час.
Для четвертого разряда: m4 = m ´ 1,48 = 31,4 руб./час.
Для пятого разряда: m5 = m ´ 1,71 = 36,3 руб./час.
Тарифная заработная плата (Тз) рассчитывается по формуле:
Тз = Тшт ´ m ´ К, (6.2)
где Тшт – норма времени, задается для каждой операции, мин;
К – тарифный коэффициент.
Получаем: Тз = Тшт ´ m ´ К (см. таблицу 6.2)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.