РАЗДЕЛ 3
КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ДАННЫЕ И
ХАРАКТЕРИСТИКИ УСТАНОВКИ
Техническая характеристика установки 011-1-02 «Ремдеталь»:
|
Производительность, см2 |
до 60 |
|
Толщина привариваемого слоя, мм |
0,15-1,5 |
|
Диаметр восстанавливаемых деталей, мм: наружный внутренний |
20…200 50…300 |
|
Расстояние между центрами, мм |
1250 |
Напряжение питающей сети, В |
380 |
|
Потребляемая мощность, кВА |
75 |
|
Сварочный ток, кА |
5…12 |
Усилие прижатия электродов, Н |
1000…3000 |
|
Частота вращения шпинделя, мин –1 |
0…20 |
|
Скорость перемещения сварочной головки, мм/мин |
4,5-450 |
|
Охлаждение |
водяное (из магистрали) |
|
Габаритные размеры, мм |
2760 х 1140 х 1580 |
|
Масса, кг |
1130 |
При восстановлении и упрочнении деталей электроконтактной приваркой, пайкой компактных (проволока, лента) и порошковых материалов, а так же их композиций, из-за недостаточной жесткости в конструкциях используемых сварочных головок, не всегда возможно обеспечить стабильное качество приварки.
Объясняется это тем, что усилия реакции детали на прижатие электродов передается на цепь деталей подвижно соединенных между собой (с гарантированными зазорами в сопряжениях). В результате оси вращения электродов смещаются и площадь контакта электродов с присадочным материалом снижается, повышается плотность тока, появляются выплески металла и местная деформация детали в месте контакта.
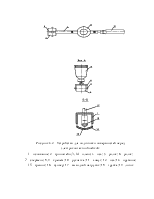
В предлагаемой модернизированной сварочной головке (рис. 3.1) жесткость конструкции и качество восстанавливаемой поверхности в процессе приварки достигается за счет более жесткой конструкции.
Модернизированная сварочная головка для электроконтактной приварки имеет основание 1. На нем установлен винтовой привод 5 с гайками 2, с которыми посредством шарнира 4 соединены клещевины 6, связанные между собой приводом сжатия 3. На концах клещевин 6 смонтированы электроды с жестко закрепленными щеками 7. В них установлены электроды 8. Рычаги 9 одним концом прикреплены к щекам 7, а другим - через отверстия 11 в изоляционной прокладке 12 соединены с упором 10. В этом упоре сквозные отверстия для крепления в них рычагов 9 электродов 8 в зависимости от диаметра восстанавливаемой детали.
Головка работает следующим образом. В отверстия 11 (в зависимости от диаметра восстанавливаемой детали) устанавливают рычаги 9 электродов 8. Приводом сжатия 3 подводят электроды к восстанавливаемой поверхности детали. Между ними размещают присадочный материал.
Подают электрический ток на электроды, включают вращение детали. Начинают процесс приварки присадочного материала. В этот момент возникают усилия от реакции деталей, направленные на смещение электродов. Такому смещению противостоят усилия, создаваемые приводом сжатия посредством щек, рычагов и упора.
Разработанная сварочная головка была смонтирована и апробирована на установки 011-1-02 «Ремдеталь» при восстановлении коленчатых и распределительных валов автотракторных двигателей, а так же рекомендуется для установки на вращатели типа токарных станков.
1 – основание; 2 – гайка; 3 - привод сжатия; 4 – шарнир; 5 - винтовой привод; 6 – клещевина; 7 – щека; 8 – электрод; 9 – рычаг; 10 – упор;
11 – отверстия; 12 – прокладка
3.2 ПРЕДЛАГАЕМЫЕ МЕРЫ ПО МОДЕРНИЗАЦИИ
ВРАЩАТЕЛЯ УСТАНОВКИ 011-1-02 «Ремдеталь»
В связи с модернизацией наплавочной головки и с расширением номенклатуры восстанавливаемых деталей предлагается увеличить мощность привода вращателя, что позволит восстанавливать широкую номенклатуру массивных деталей.
Ниже приводится расчет, который обосновывает возможность применения более мощного двигателя вращателя.
Исходные данные:
Р=1100 кг;
u=0.42 c-1;
t=80 мм;
z=10;
 =1,4
=1,4
Определяем необходимую мощность двигателя по формуле:
Nд = ![]() , (3.1)
, (3.1)
где Р – тяговое усилие, кг;
u - скорость вращения цепи, с-1;
h - общий к.п.д привода от двигателя до звездочки:
h = hм hред hц.п. hп, (3.2)
h = 0,99 0,972 0,93 0,99 = 0,87
Nдв =  = 5,2
квт.
= 5,2
квт.
По шагу тяговой цепи и числу зубьев звездочки определяем диаметр делительной окружности звездочки:
D =  , (3.3)
, (3.3)
где t – шаг тяговой цепи, мм;
z – число зубьев звездочки
D =  = 260 мм,
= 260 мм,
Определяем частоту вращения ведомого вала:
nвм = ![]()
 =
=  =
31,4 об/мин.
=
31,4 об/мин.
По справочным данным оцениваем возможное общее передаточное
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.