Измерение с применением КИМ
Измеряемая деталь устанавливается на столе двух- или трехкоординатного измерительного прибора. С помощью механической или оптической измерительной головки ощупываются по точкам обе измеряемые линии. Расстояние между точками измерения не должно превышать 0,1 длины нормируемого участка. С помощью ПК по координатам измерения точек определяются средние или прилегающие прямые и разность расстояний между ними на длине нормируемого участка.
Измерения отклонений от параллельности осей
(или прямых) в пространстве.
Измерение с применением приборов для линейных измерений
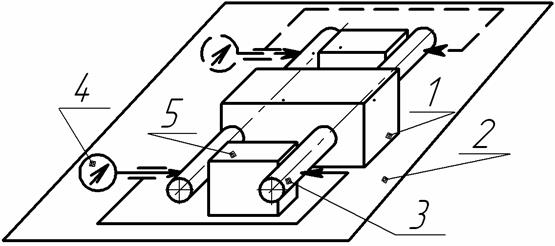
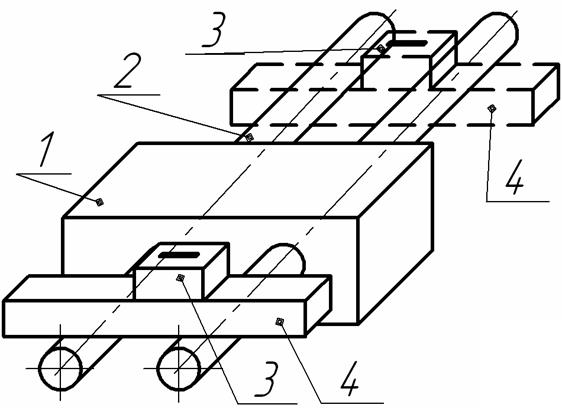
Измеряемая деталь устанавливается на плоскость сравнения и ориентируется так, чтобы общая плоскостность осей была примерно параллельна плоскости сравнения (рис. 2.47). Оси отверстия материализуются контрольными оправками. Отклонение от параллельности осей в общей плоскости определяют по разности расстояний между оправками на длине нормируемого участка, измеренных приборами для линейных измерений или блоками концевых мер длины (рис. 2.47,а). Перекос осей определяют по разности отсчетов измерительной головки 4, устанавливаемой в стойке на плоскости сравнения, в четырех точках (на каждой оправке в двух точках на расстоянии, равном длине нормируемого участка) (рис. 2.47,б). Измерение перекоса осей может выполняться также измерительной головкой накладного устройства с упорами, имеющими плоские наконечники (рис. 2.47,в). В последнем случае измерительная головка настраивается по образцу, например, плоскостности. Отклонение от параллельности осей в пространстве определяется геометрической суммой отклонения от параллельности в общей плоскости и перекоса осей. Для измерения отклонения от параллельности осей в общей плоскости можно вместо схемы измерения (рис. 2.47,а) использовать другую схему (рис. 2.47,г), в которой предусматривается поворот контролируемой детали на 90º.
Измерение с применением уровней
Измеряемую деталь устанавливают так, чтобы общая плоскость осей располагалась горизонтально (рис. 2.48,а,б). Оси отверстий материализуются контрольными оправками, выступающими так, чтобы можно было установить уровень. При помощи уровней определяют наклоны оправок, разность которых является мерой перекоса осей. Затем деталь поворачивают на 90º (рис. 2.48,в). Разность наклонов оправок, измеренных уровнями в этом положении, определяет отклонение от параллельности осей в их общей плоскости.
а
б

в
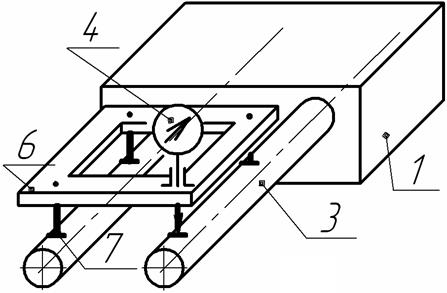
Рис. 2.47 (начало): 1 – контролируемая деталь; 2 – плоскость сравнения;
3 –контрольная оправка; 4 – измерительная головка; 5 – блок концевых
мер длины; 6 – накладное устройство; 7 – упор с плоским наконечником
г
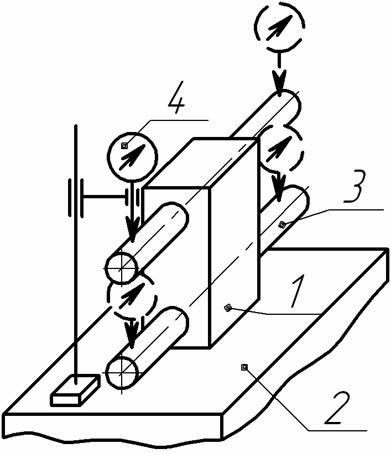
Рис. 2.47 (окончание): 1 – контролируемая деталь; 2 – плоскость сравнения;
3 –контрольная оправка; 4 – измерительная головка; 5 – блок концевых
мер длины; 6 – накладное устройство; 7 – упор с плоским наконечником а
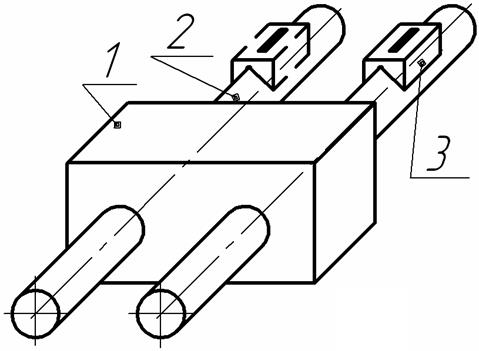
Рис. 2.48 (начало). Измерение отклонений от параллельности осей
уровнями: а, б – перекос осей; в – отклонение в общей плоскости осей;
1 – контролируемая деталь; 2 – контрольная оправка; 3 – уровень;
4 – плоскопараллельная планка
б
в
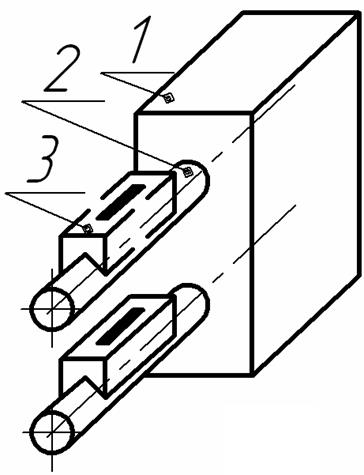
Рис. 2.48 (окончание). Измерение отклонений от параллельности осей
уровнями: а, б – перекос осей; в – отклонение в общей плоскости осей;
1 – контролируемая деталь; 2 – контрольная оправка; 3 – уровень;
4 – плоскопараллельная планка
Измерение с применением КИМ
Измеряемые отверстия ощупываются измерительной головкой КИМ в необходимом количестве радиальных сечений и точек. По измеренным координатам точек сечения определяют координаты их центров, по координатам центров – оси отверстий и угол между осями, который является мерой для оценки отклонения от параллельности осей в пространстве.
3.1 Общие положения
Контрольно-измерительное приспособление может быть
использовано для измерений, если его действительная погрешность ![]() меньше или равна предельно допустимой
меньше или равна предельно допустимой ![]() :
:
![]() .
(3.1)
.
(3.1)
Предельно допустимая погрешность регламентируется ГОСТ 8.051-81. Ее можно определить по таблицам справочников [2, 21] или найти по формуле:
![]() , (3.2)
, (3.2)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.