КАЛИБРЫ
ТИПЫ КАЛИБРОВ И ОБЛАСТЬ ИХ ПРИМЕНЕНИЯ
Калибрами называются бесшкальные контрольные инструменты, предназначенные для проверки размеров, формы и взаимного расположения поверхностей деталей. Калибр не позволяет определять действительные размеры или форму детали, но дает возможность установить, находятся ли отклонения действительных размеров или формы детали в заданных чертежом пределах.
В зависимости от вида контролируемых деталей различают следующие группы калибров для: гладких цилиндрических деталей (валов и отверстий); гладких конусов (наружных и внутренних); резьб цилиндрических (наружных и внутренних); резьб конических (наружных и внутренних); контроля линейных размеров; контроля расстояний между осями отверстий; контроля профилей; контроля зубчатых и шлицевых деталей (комплексные приборы).
Все калибры разделяются на нормальные и предельные.
У нормальных калибров контрольный размер равен номинальному размеру детали. Годность детали определяется вхождением калибра с большей или меньшей степенью плотности. Нормальные калибры имеют ограниченное применение.
Предельные калибры обычно имеют два рабочих размера: один соответствует наибольшему предельному размеру детали, а другой наименьшему предельному размеру. Один из указанных размеров называется «проходным» и обозначается буквами ПР, другой «непроходным», обозначаемый буквами НЕ. Деталь считается годной, если проходная сторона калибра проходит, а непроходная — не проходит в деталь под действием собственной массы. Это показывает, что действительные размеры детали находятся в пределах допуска, заданного чертежом.
По технологическому назначению калибры делятся на рабочие, используемые для контроля детали в процессе ее изготовления; калибры браковщика — чаще всего это частично изношенные рабочие калибры, применяемые для контроля готовых деталей работниками ОТК; приемные калибры для проверки деталей представителем заказчика и контрольные калибры (контркалибры), служащие для проверки рабочих и приемных калибров в процессе их применения и приемки вновь изготовляемых калибров.
Условные обозначения калибров следующие:
Р-ПР — рабочий калибр, проходная сторона;
Р-НЕ — рабочий калибр, непроходная сторона;
П-ПР — приемный калибр, проходная сторона;
П-НЕ — приемный калибр, непроходная сторона;
К-ПР — контрольный калибр для проходной стороны новых рабочих калибров;
К-НЕ— контрольный калибр для непроходной стороны рабочих и приемных скоб;
К-И — контрольный калибр для проверки износа проходной стороны рабочих скоб;
К-П — контрольный калибр для перевода частично изношенных рабочих проходных калибров в приемные.
По конструктивным признакам различают калибры:
- нерегулируемые (жесткие) для контроля одного определенного размера;
- регулируемые, позволяющие компенсировать износ калибра или установить его на другой размер, близкий к первоначальному;
- однопредельные с раздельным выполнением проходного и непроходного калибров;
- двухпредельные (односторонние и двусторонние), представляющие конструктивное объединение проходного и непроходного калибров.
Маркировка калибров. На калибрах указывают номинальный размер, посадку и класс точности детали, для которой предназначен данный калибр. Например, П-ПР 50х3 означает, что это проходной калибр с номинальным размером 50 мм по ходовой посадке 3-го класса точности. Применяется для контроля готовых деталей заказчиком. Маркировка Р-ПР ¯ 100 Ш3 означает, что это рабочий проходной калибр для проверки вала диаметром 100 мм широкоходовой посадки 3-го класса точности. Маркировку наносят на нерабочих поверхностях калибра или на его ручке.
Лабораторная работа № 2
КАЛИБРЫ ДЛЯ КОНТРОЛЯ ГЛАДКИХ
ВАЛОВ И ОТВЕРСТИЙ
Цель работы:
Приспособления и инструмент:
1.
Для проверки диаметров валов используют калибры-скобы, а для проверки отверстий — калибры-пробки.
Скобы для контроля валов. На рис. 6 показаны основные типы скоб. Скобы листовые двусторонние (рис. 6, а), обычно изготовляют для внутреннего пользования и применяют для контроля размеров от 1 до 70 мм. Они несложны в изготовлении, но менее удобны и требуют больше времени при использовании для проверки деталей, чем скобы двухразмерные односторонние. Проходная часть измерительной поверхности односторонних скоб делается значительно длиннее, чем непроходная, и обе поверхности разделяются канавкой (рис. 6, б).
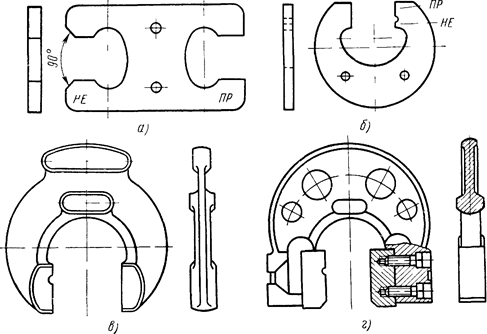
Рис.6. Калибры-скобы
Применяются скобы односторонние, штампованные. Скобы, штампованные горячим способом (рис.6, в), имеют ребра жесткости и более широкие измерительные губки, что повышает их жесткость и уменьшает износ при эксплуатации. Этот тип скоб изготовляется двух конструкций и применяется для контроля размеров от 3 до 50 мм и для размеров от 50 до 170 мм (с теплоизоляционными пластмассовыми ручками).
Для контроля размеров от 100 до 325 мм выпускают односторонние литые скобы с вставными губками (рис. 6, г). В дужках скоб этого типа делают отверстия для облегчения веса. В последние годы получили распространение односторонние штампованные скобы с регулируемыми вставками из твердых сплавов. Такие скобы предназначены для контроля размеров до 340 мм и имеют предел регулирования от 6 до 16 мм. Стойкость скоб с вставками из твердого сплава ВК6 в 40 раз выше, чем из стали марки У12А.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.