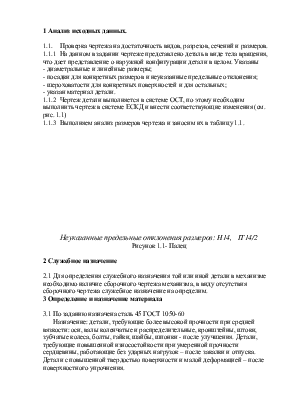







выполнить чертеж в системе ЕСКД и внести соответствующие изменения (см. рис. 1.1)
1.1.3 Выполняем анализ размеров чертежа и заносим их в таблицу 1.1.
Неуказанные предельные отклонения размеров: H14, IT14/2
Рисунок 1.1- Палец
2 Служебное назначение
2.1 Для определения служебного назначения той или иной детали в механизме необходимо наличие сборочного чертежа механизма, в виду отсутствия сборочного чертежа служебное назначение на определим.
3 Определение и назначение материала
3.1 По заданию назначена сталь 45 ГОСТ 1050-60
Назначение: детали, требующие более высокой прочности при средней вязкости: оси, валы коленчатые и распределительные, кронштейны, штоки, зубчатые колеса, болты, гайки, шайбы, шпонки - после улучшения. Детали, требующие повышенной износостойкости при умеренной прочности сердцевины, работающие без ударных нагрузок – после закалки и отпуска. Детали с повышенной твердостью поверхности и малой деформацией – после поверхностного упрочнения.
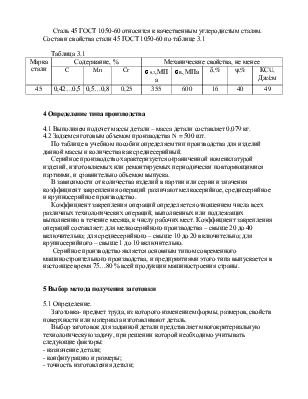
Сталь 45 ГОСТ 1050-60 относится к качественным углеродистым сталям. Состав и свойства стали 45 ГОСТ 1050-60 по таблице 3.1
Таблица 3.1
|
Марка стали |
Содержание, % |
Механические свойства, не менее |
||||||
|
C |
Mn |
Cr |
σ0,2,МПа |
σв, МПа |
δ,% |
ψ,% |
КСU, Дж/см |
|
|
45 |
0,42…0,5 |
0,5…0,8 |
0,25 |
355 |
600 |
16 |
40 |
49 |
4 Определение типа производства
4.1 Выполняем подсчет массы детали – масса детали составляет 0,079 кг.
4.2 Задаемся готовым объемом производства N = 500 шт.
По таблице в учебном пособии определяем тип производства для изделий данной массы и количества как среднесерийный.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых или ремонтируемых периодически повторяющимися партиями, и сравнительно объемом выпуска.
В зависимости от количества изделий в партии или серии и значения коэффициент закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство.
Коэффициент закрепления операций определяется отношением числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест. Коэффициент закрепления операций составляет: для мелкосерийного производства – свыше 20 до 40 включительно; для среднесерийного – свыше 10 до 20 включительно; для крупносерийного – свыше 1 до 10 включительно.
Серийное производство является основным типом современного машиностроительного производства, и предприятиями этого типа выпускается в настоящее время 75…80 % всей продукции машиностроения страны.
5 Выбор метода получения заготовки
5.1 Определение.
Заготовка- предмет труда, из которого изменением формы, размеров, свойств поверхности или материала изготавливают деталь.
Выбор заготовок для заданной детали представляет многокритериальную технологическую задачу, при решении которой необходимо учитывать следующие факторы:
- назначение детали;
- конфигурацию и размеры;
- точность изготовления детали;
- требования, предъявляемые к структуре материала;
- припуски и механическую обработку;
- технология последующей механической обработки и т.д.
5.2 Выполняем анализ детали и назначаем заготовку:
- деталь представляет собой цилиндр с внутренней закрытой плоскостью, габариты детали 24х70 (длина- 70, диаметр- 24).
- точность изготовления- средняя.
- особых требований предъявляемых к структуре материала нет.
- припуски, исходя из экономической целесообразности, необходимо назначить минимально возможные.
- дальнейшая обработка- механическая обработка точением на токарном
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.