Автоматизация проектирования технологических процессов (ТП) механической обработки (база данных «ТехноПро/Резание»)
1. Назначение, возможности и общие сведения
Автоматизация проектирования ТП достигается с помощью общего технологического процесса (ОТП). База данных «ТехноПро/Резание» предназначена для расчета режимов резания и норм времени при проектировании операционных, маршрутно-операционных и маршрутных технологических процессов деталей из стали, чугуна и цветных металлов.
База данных «ТехноПро/Резание» позволяет автоматизировать любые расчетные процедуры, сопутствующие проектированию технологии, путем создания специализированных процедур (Условий) в базе данных. База данных «ТехноПро/Резание» позволяет проектировать в автоматическом режиме сквозные ТП, т.е. начиная с операции входного контроля заготовок, и, заканчивая операцией отправки готовой продукции на склад.
Информация, с которой работает технолог при расчете режимов резания и норм времени, вне зависимости от вида источника данных - справочник, руководящие материалы, собственные наработки, представляется в виде таблиц и формул. Расчет режимов и норм сводится к выборке данных из таблиц и вычислению их по формулам. Такие виды расчетов легко реализуются в системе ТехноПро, что позволяет автоматизировать рутинные работы и высвободить время для творческой работы технолога.
При создании базы «ТехноПро/Резание» основой для принятия решений и расчетных процедур стал справочник «Нормативы времени и режимов резания для нормирования работ». Выбор этого справочника был обусловлен тем, что в нём подробно рассмотрены особенности расчетов в зависимости от групп обрабатываемых материалов и видов инструментов. Благодаря этому база охватывает обработку деталей из наиболее часто встречающихся в производстве материалов: сталей, чугунов, медных и алюминиевых сплавов.
Расчет режимов резания зависит от паспортных данных подобранного оборудования, от конструкции применяемого режущего инструмента, от вида, характера и условий обработки и обрабатываемого материала.
2. Описание содержания ОТП и условий
ОТП состоит из нескольких операций и присоединенных заготовительных ТП, ТП механической, термической, гальванической обработки (рис. 1).
Рис. 1
Операция 005 «Транспортирование» не выбирается из ОТП, в условии на нее занесен алгоритм расчета начальных условий, в котором проверяется, занесены ли масса, длина детали и заготовки, определяется марка и тип материала, а также могут быть добавлены некоторые поверхности детали, которые требуются при расчете, но не были занесены технологом в описание детали. Например, если заготовка пруток, и у детали есть отверстия, то сначала нужно произвести зацентровку. Для этого в список поверхностей детали добавляется поверхность с кодом 700101 – «Вн. Центр». Фрагмент содержания условия смотри на рисунке 2.
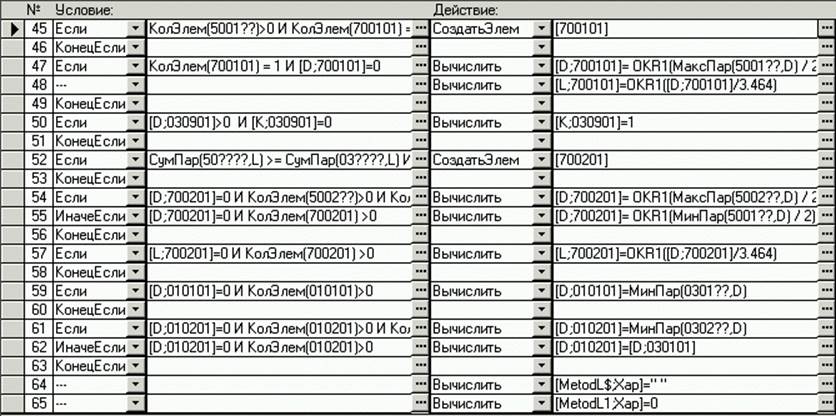
Рис. 2
Присоединенные ТП №010-035 описывают методы получения заготовок. К каждой строке присоединенного ТП занесено условие их выбора в зависимости от вида заготовки. Например, к присоединенному ТП «Литье по выплавляемым моделям» занесено условие «Если литье по выплавляемым моделям» (рис. 3, 4). Он будет выбран из ОТП, и в ТП на деталь будут вставлены его операции, если деталь отливка, полученная методом литья по выплавляемым моделям. Для того, чтобы посмотреть параметры присоединенного ТП, нужно нажать правую клавишу мыши, и из появившегося меню выбрать пункт «Редактировать».
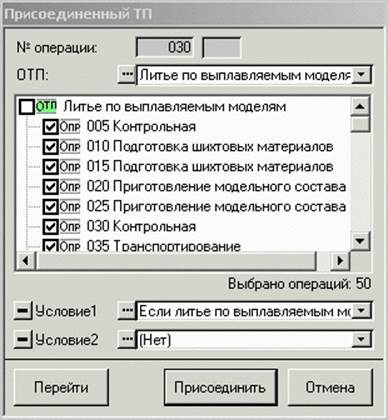
Рис. 3
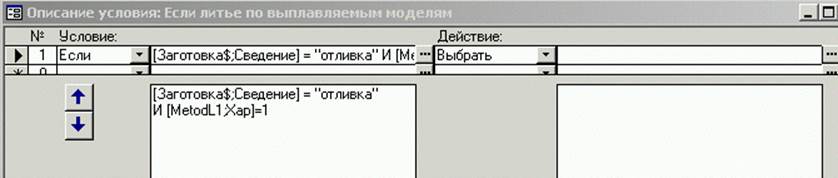
Рис. 4
Чтобы перейти к операциям того, или иного присоединенного ТП, надо нажать правую клавишу мыши, выбрать из появившегося меню пункт «Добавить», а затем в новом окне нажать кнопку [Перейти]. Курсор переходит на строку ТП, можно просмотреть содержимое его операций и переходов.
ТП №40, 70 описывают операции и приемы предварительной и окончательной термообработки. Каждая из них состоит из 3-х операций: транспортирование, термообработка и обдувка (рис. 5).
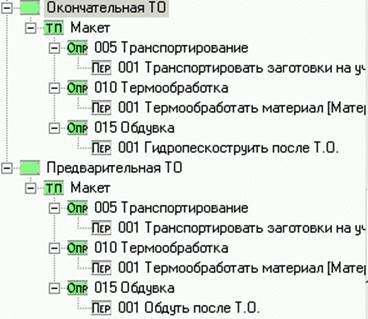
Рис. 5
В переходах операции «Термообработка» заложен расчет методов и режимов. Тот, или иной способ и режимы обработки выбираются из таблицы в зависимости от марки металла (рис 6, 7).
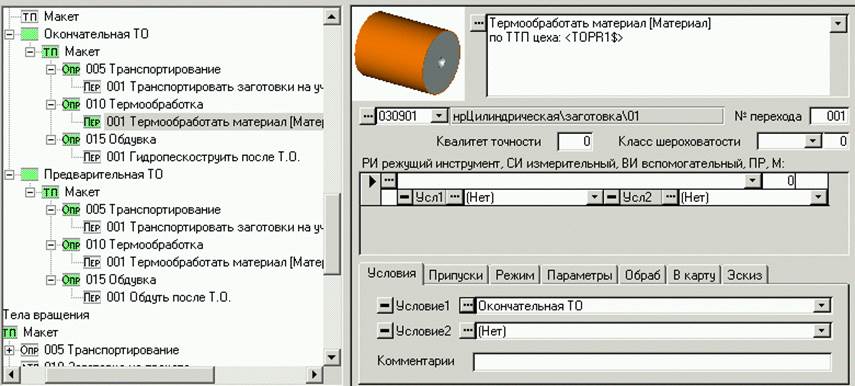
Рис 6
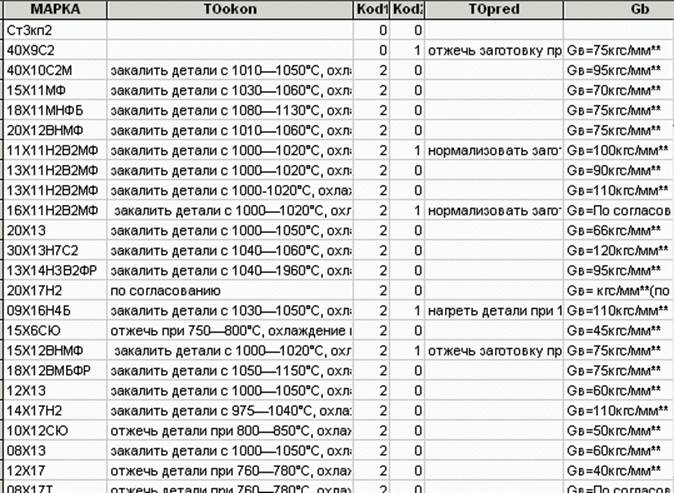
Рис. 7
Присоединенные ТП №045-065, 075 описывают методы механической обработки поверхностей деталей. Операции черновой токарной обработки занесены в ОТП «Токарная черновая». Он состоит из 2-х операций обработки «правых» поверхностей (операция 005), и «левых» (операция 010).
В операциях производится установка, переустановка и снятие заготовки, подрезка торца, точение и растачивание, центрование, сверление, зенкерование и развертывание цилиндрических поверхностей. В переходах обработки рассчитываются режимы обработки с их уточнением по паспортным данным станка, а также нормы времени.
Рассмотрим переходы обработки цилиндрических поверхностей в операции 005 ОТП «Токарная черновая» и порядок их выбора из ОТП.
Переходы №003-008 описывают обработку наружных поверхностей, если заготовка пруток. Вообще, если заготовка пруток, то сначала деталь точится на проход, затем обрабатывается поверхность меньшего диаметра, и т.д. В переходе 003 обрабатывается пов. 030101 (рис. 8).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.