Додаток Б
Зразок виконання 4 питання у контрольній роботі 1.
Варіант 00
А. По заданому кресленню деталі виконати ескізи виливка, моделі, стрижня, стрижневого ящика й ливарної форми в зборі за умови, що потрібно виготовити п'ять виливків із сірого чавуну марки СЧ20. Описати технологію виготовлення виливка, указати хімічний склад чавуну й ДЕРЖСТАНДАРТ на нього.
Технологія виготовлення, виливка
1. Вибір способу лиття. З огляду на малу кількість виливків і їхній матеріал, вибираємо лиття в піщані форми з ручним формуванням у двох опоках.
2. Положення виливка при заливанні. У формі з одною горизонтальною площиною рознімання розташувати виливок так, щоб його вісь збігалася із площиною рознімання, а бічні грані фланців становили із цією площиною кут 45°.
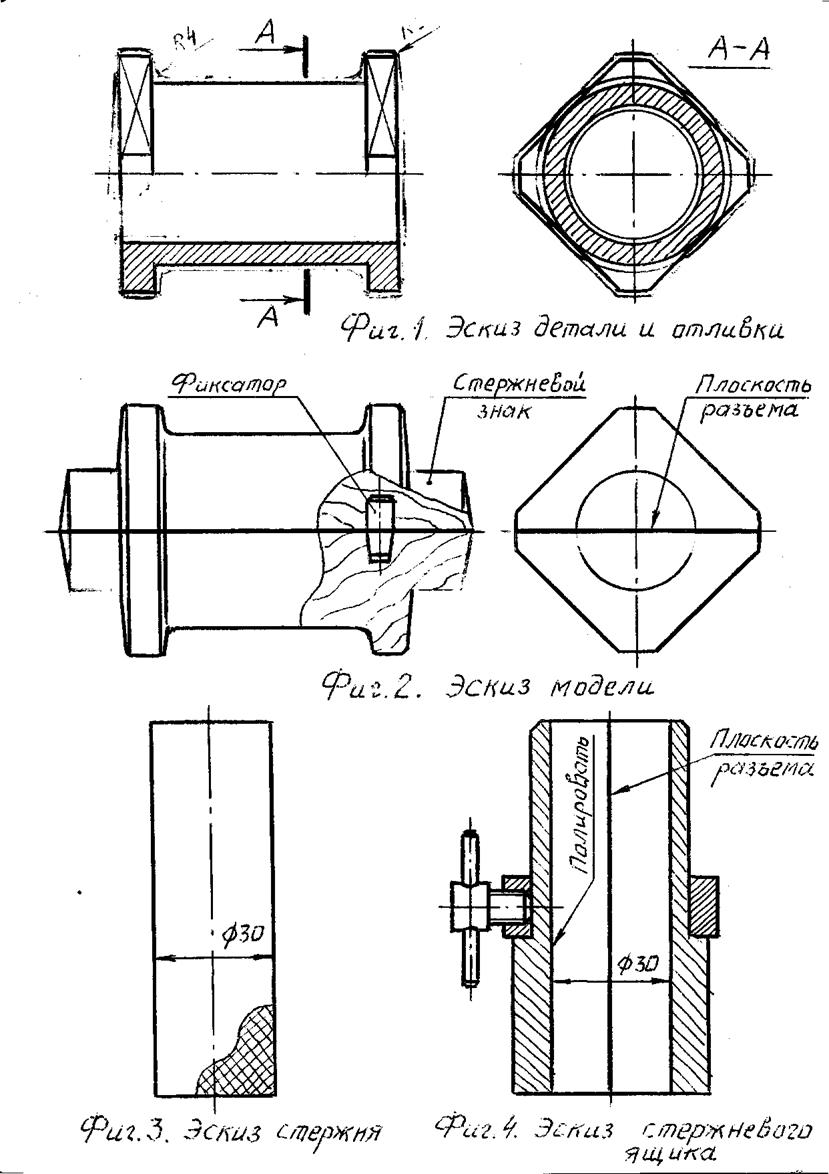
3. Застосування стрижня. Внутрішню циліндричну поверхню виливка оформити за допомогою піщаного стрижня (рис.3).
4. Відмінність, виливки від деталі. На виливку (рис.1) передбачити припуски 2 мм на механічну обробку, на зовнішніх і внутрішніх торцях фланців - формувальні ухили 4°, ливарні радіуси - 2...4 мм.
5. Відмінність моделі від виливка. Матеріал моделі - дерево (суха береза). На моделі (рис.2) немає циліндричного отвору, на обох торцях передбачені стрижневі знаки довжиною по 16 мм, діаметр яких дорівнює діаметру стрижня (отвору у виливку). Торці стрижневих знаків конусні. У порівнянні з виливком всі лінійні розміри моделі збільшені на 1% з урахуванням ливарної усадки сірого чавуну.
6. Виготовлення стрижня. Приготувати стрижневу суміш. Ретельно очистити робочу поверхню стрижневого ящика (рис.4), припудрити її тальком, зібрати ящик, поставити його вертикально на плоску підставку й набити стрижневою сумішшю. Простукавши й роз'єднавши ящик, обережно вийняти з нього стрижень, укласти останній на спеціальну підставку й просушити протягом доби при 60°С.
7. Виготовлення форми. На підмодельну плиту встановити розніманням долілиць нижню опоку, нижню половину моделі й два живильники. Припудрити поверхні моделі й живильників тальком, посипати вільну поверхню плити сухим піском і зробити щільне набивання опоки формувальною сумішшю до рівня з нижнім краєм опоки. Перевернути опоку на 180°, поставити на підмодельну плиту, установити на нижню половину моделі її верхню частину, а також шлакоуловлювач, стояк і випори (рис.5). Посипати відкриту поверхню формувальної суміші піском, а поверхні моделей припудрити тальком.
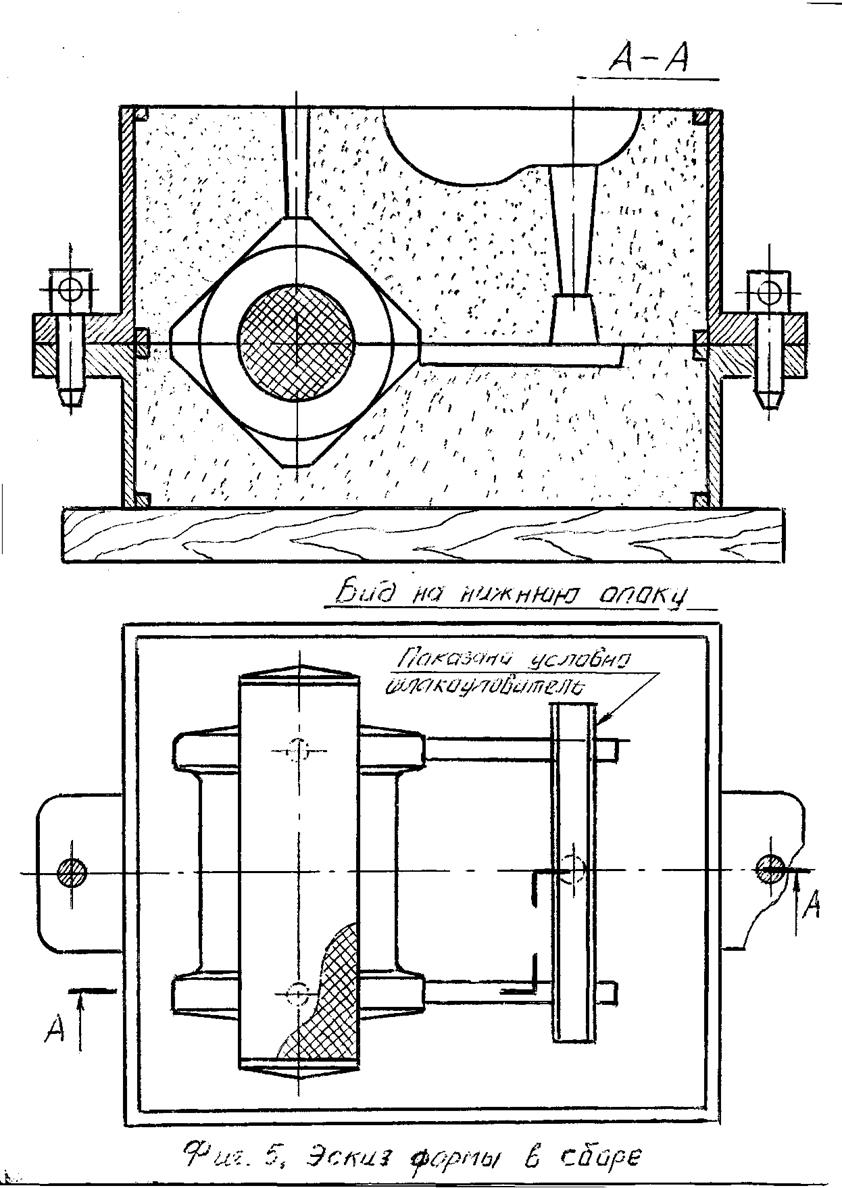
Зробити набивання верхньої опоки, вирізати навколо стояка ливарну чашу, після чого зняти обережно верхню опоку з нижньої. Видалити з обох опок моделі виливка й ливникової системи, ущільнити формувальну суміш у ливарній чаші, підправити порушені поверхні форми й продути форму стисненим повітрям до повного видалення часток, що обсипалися. Установити у форму стрижень і зібрати форму.
8. Заливання форми. Приготовленим розплавом залити форму до появи металу в отворах випорів. Щоб уникнути спливання верхньої напівформи, покласти на верхню опоку вантаж або скріпити обидві опоки скобами.
9. Вибивання виливка. Після охолодження форми зняти верхню опоку й вибити з опок формувальну суміш і виливок. Вибити також з виливка залишки стрижневої суміші.
10. Обрубка виливка. Після вибивання видалити з виливка ливникову систему ударами молотка або обрізуванням.
11.Очищення, контроль, відпалювання
12. Хімічний склад чавуну марки СЧ20 за ДСТ 1412-85 наступний: С, 3...3,5%; Si 1,4...2,4%; Mn 0,7...1,0%; P ≤ 0,2%; S £0,15%.
Б. Розробити технологію виготовлення того ж виливка із силуміну марки АЛ9 у кількості 10 тис. штук. Указати хімічний склад сплаву й ДЕРЖСТАНДАРТ на нього.
1. Вибір способу лиття. З огляду на матеріал і велику кількість виливків, вибираємо для їхнього виготовлення спосіб лиття під тиском.
2. Склад ливарної форми. Металева форма буде складатися із трьох частин - двох симетричних напівформ, що забезпечують зовнішню конфігурацію виливка, і металевого конічного стрижня з конусністю 1:50. Площина рознімання напівформ збігається з віссю виливка й віссю стрижня. Напівформи й стрижень обладнані гідроприводам. Готовий виливок видаляється з форми штовхачами. Розміри форми збільшені в порівнянні з розмірами виливка на 1,3%.
3. Хімічний склад сплаву АЛ9 за ДСТ 2685-75 наступний:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.