Лекція 10. Практика термічної обробки сталі
1. Нагрівання металів під час ТО
Вибір t-ри залежить від виду ТО та марки сталі. Час нагрівання tå=tн+tв, тобто нагрівання+витримка.
Способи нагрівання – полум’яні печі (рідке паливо, газ), електронагрівання (печі опору, індукційне нагрівання, опір виробу), соляні ванни, наприклад сталі Р18 у BaCl2.
Окислення при нагріванні та методи його зменшення.
Ріст зерна при нагріванні , окислення та зневуглецьовування відбувається за реакціями: 2Fe+O2®FeO – утворення окалини; 2C+O2®2CO.
Швидкість нагрівання різних сталей різна.
2. Позначення критичних точок: Ас1, Ас3, Асm, Аr1, Ar3.
3. Відпалення сталі – це термічна операція, яка полягає в нагріванні, витримці та дуже повільному охолодженні. Мета – повернення сталі у рівноважний стан.
Види відпалення – 1-го роду та 2-го роду.
До відпалень 1-го роду відносяться ті види, які не використовують явища поліморфізму. Це відпалення для зняття внутрішніх напружень (t=600…700ºC); рекристалізаційне відпалення (t=tкр+150...200ºC); гомогенізаційне відпалення (t=tсол-150...200ºC).
До відпалень 2-го роду відносять повне відпалення доевтектоїдних сталей (t=Ас3+30...50ºC), мета – усунення перегріву (велике зерно) та внутрішніх напружень і неповне відпалення доевтектоїдних сталей (t=Ас1+30...50ºC), подрібнюються тільки зерна перліту, усуваються внутрішні напруження. Відпалення заевтектоїдних сталей на зернистий цементит за режимом Ас1+20...30ºC-2год+ Ас1-7ºC-4год. Це відпалення усуває цементитну мережу по межах зерен перед гартуванням.
4. Нормалізація – це повна фазова перекристалізація сталі з нагріванням вище точок Ас3 або Аст на 30...50ºC і наступним охолодженням на вільному повітрі. Мета – усунення внутрішніх напружень, подрібнення зерна, руйнування суцільної мережі по межах зерен вторинного цементиту, надання низьковуглецевим сталям кращої оброблюваності різанням. Ця ТО значно дешевша від відпалення. Часто застосовується для великих деталей та деталей складної форми замість гартування з відпусканням.
5. Гартування сталі – це термічна операція, яка полягає в нагріванні вище критичних точок, витримці і наступному дуже швидкому охолодженню у воді або в маслі.
Температура нагрівання – для доевтектоїдних сталей t3=Aс3+30...50ºC, для заевтектоїдних t3=Aс1 +30...50ºC. Вуглецеві сталі охолоджують, як правило, у холодній воді (t=18...25ºC), а леговані – у маслі.
Мета гартування – одержання максимально високої твердості, структура після гартування доевтектоїдної сталі – мартенсит, заевтектоїдної – мартенсит+Ц2, оскільки для заевтектоїдної сталі застосовується неповне гартування. Але Ц2 твердіший за мартенсит, тому він не знижує твердість загартованої сталі. Якщо надати неповне гартування для доевтектоїдної сталі, то утворюється структура мартенсит+ферит і твердість сталі буде низькою (HRC 30…40).
Недоліки гартування – високі внутрішні напруження (термічні та фазові), жолоблення,
поява тріщин. Для зменшення цих недоліків застосовують різні види гартування.
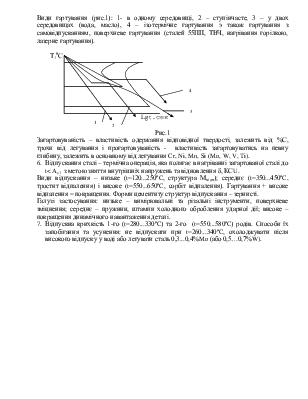
Види гартування (рис.1): 1- в одному середовищі, 2 – ступінчасте, 3 – у двох середовищах (вода, масло), 4 – ізотермічне гартування э також гартування з самовідпусканням, поверхневе гартування (сталей 55ПП, ТВЧ, нагрівання горілкою, лазерне гартування).

![]() Т10С
Т10С
 |

![]()
![]() Lgτ.сек
Lgτ.сек
 |
Загартовуваність – властивість одержання відповідної твердості, залежить від %С, трохи від легування і прогартовуваність - властивість загартовуватись на певну глибину, залежить в основному від легування Cr, Ni, Mn, Si (Mo, W, V, Ti).
6. Відпускання сталі – термічна операція, яка полягає в нагріванні загартованої сталі до t< Aс1 з метою зняття внутрішніх напружень та відновлення δ, КСU.
Види відпускання – низьке (t=120...250ºC, структура Мвідп); середнє (t=350...450ºC, тростит відпалення) і високе (t=550...650ºC, сорбіт відпалення). Гартування + високе відпалення = покращення. Форми цементиту структур відпускання – зернисті.
Галузі застосування: низьке – вимірювальні та різальні інструменти, поверхневе зміцнення; середнє – пружини, штампи холодного оброблення ударної дії; високе – покращення динамічного навантаження деталі.
7. Відпускна крихкість 1-го (t=280...330ºC) та 2-го (t=550...580ºC) родів. Способи їх запобігання та усунення: не відпускати при t=260...340ºC, охолоджувати після високого відпуску у воді або легувати сталь 0,3...0,4%Mo (або 0,5…0,7%W).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.