Лекція 11. Хіміко-термічна обробка сталі (ХТО)
1. ХТО полягає в насиченні поверхні деталей одним або кількома хім. елементами з метою підвищення зносо- та корозійної стійкості. Досягагється це шляхом тривалої витримки деталей у хім. середовищі при підвищеній температурі.
2. Основні етапи ХТО:
а) одержання насичуючого хім.елементу в активному атомарному стані (NH3®N+3H; CH4®C+4H);
б) адсорбція активного елементу поверхнею деталі;
в) дифузія елементу у середину деталі.
3. Види ХТО – цементування, азотування, нітроцементування, борування, хромування, алітування та ін., що означають відповідно насичення сталі вуглецем, азотом, азотом та вуглецем одночасно, бором, хромом, алюмінієм.
4. Цементування – насичення поверхневого шару деталей вуглецем до 1%. Мета – підвищення твердості та зносостійкості після гартування, при збереженні високих показників в’язкості та пластичності у середині деталі. Вихідна сталь для цементування повинна містити 0,15...0,20%С. Для підвищення прогартовуваності використовують леговані сталі. У такому разі в середині після цементування та гартування утворюється структура низьковідпущеного низьковуглецевого мартенситу з хорошим комплексом властивостей sв, KCU, s-1 при середній твердості.
Види цементування – у твердому та газоподібному карбюризаторах: твердий карбюризатор – дубове та березове вугілля з домішками активаторів:
20...25% BaCO3+5%CaCO3, t-ра 930...950°С, r=8...10год на 1мм шару.
Газове: CO+CH4, 1мм за 6...7год, t=910...930°С, скоріше.
Технологія обробки – ХТО, усунення великого зерна (нормалізація, проміжне гартування), гартування, низьке відпускання.
5. Азотування – насичення азотом для підвищення твердості до HV=11000 МПа, зносо- та корозійної стійкості, термоміцності (до 400°С).
Твердість азотованого шару на вуглецевих сталях низьька (HV 3000...3500 МПа), на сталі 38Х2МЮА HV 12000 МПа, зберігається до 400...450°С.
Середовище – аміак (NH3®N+3H), t=500...600°С.
Поверхні, що не азотуються, покривають Sn до d 15 мкм або рідким склом.
Технологічна схема обробки – механічна обробка, гартування в маслі, високе відпускання (650°С), чистова обробка, азотування, доводка.
Швидкість азотування – v[0,01 мм/год. Товщина шару 0,15...0,4 мм. Застосування – вимірювальний інструмент, гільзи циліндрів, зубчасті колеса, лопатки турбін.
6. Нітроцементування – насичення сталі азотом і вуглецем при 840...860°С, t=4...10год, товщина шару 0,2...0,8 мм. Середовище – CO, CH4+NH3. Після гартування й низького відпускання (160...180°С) HRC60. Структура – мартенсит+карбонітриди+30...50 залишкового аустеніту. Добре приробляється. Кращий від цементування спосіб. На 80°С нижча t-ра, немає перегріву, менше жолоблення, гартування відразу після ХТО, вищий опір зносу корозії. Застосовується на автотракторних заводах для ХТО шестерень, втулок, пальців і т.п.
7. Борування – насичення поверхневого шару бором. Твердість може підвищуватись до HV 20000 МПа, тепло- та зносостійкість, корозійна стійкість також зростають.
Види – електролізне у розплаві бури N2B4O7, t=930°С, 6...8год, товщина шару 0,15...0,25 мм; порошкове – B4C+активатор, t=1000...1100°С, 6...8год.
Призначення – гільзи, штампи, матриці, пальці, ролики.
8.
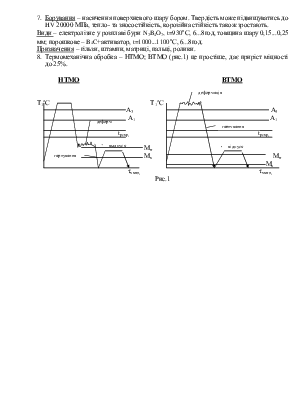
 Термомеханічна обробка – НТМО; ВТМО (рис.1) це
простіше, дає приріст міцності до 25%.
Термомеханічна обробка – НТМО; ВТМО (рис.1) це
простіше, дає приріст міцності до 25%.
НТМО ВТМО
![]()
![]()
![]()
![]()
![]() Т1оС
Т1оС
Т1оС
Т1оС
![]()
![]() А3
А3
А3
А3
![]()
![]()
 А1
А1
А1
А1
![]()
![]() tрекр, tрекр,
tрекр, tрекр,
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Мн
Мн
![]()
![]() Мк
Мн
Мк
Мн
![]() Мк
Мк
![]()
![]() τхвил,
τхвил,
τхвил,
τхвил,
Рис.1
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.