







де ![]() - число зрізів однієї заклепки;
- число зрізів однієї заклепки; ![]() - діаметр отвору під заклепку, трохи
більший діаметра непоставленої заклепки;
- діаметр отвору під заклепку, трохи
більший діаметра непоставленої заклепки; ![]() - число
заклепок по одну сторону стику;
- число
заклепок по одну сторону стику;
б) на зминання між заклепками і елементами, що з’єднуються
 ,
,
де ![]() - мінімальна товщина елементів, що
з'єднуються; для з'єднання у стик із двома накладками підставляють меншу з
величин
- мінімальна товщина елементів, що
з'єднуються; для з'єднання у стик із двома накладками підставляють меншу з
величин ![]() (товщина елементів, що з'єднуються,) і
(товщина елементів, що з'єднуються,) і ![]() (подвоєна товщина накладки);
(подвоєна товщина накладки);
в) на розтягування елементів, що з'єднуються, і накладок
![]() ,
,
де N - подовжня сила, що виникає в перетині, що перевіряється;
![]() - площа цього перетину з урахуванням ослаблення його отворами під
заклепки;
- площа цього перетину з урахуванням ослаблення його отворами під
заклепки;
г) на зріз заклепкою краю листа
 ,
,
де е - відстань від центра заклепки до краю листа (звичайно
приймають ![]() ).
).
У випадку, якщо діаметр заклепок не заданий, його
можна вибрати по емпіричному співвідношенню ![]() .
.
Шаг заклепок вибирають по співвідношенню ![]() .
.
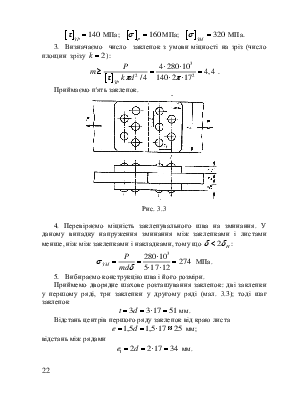
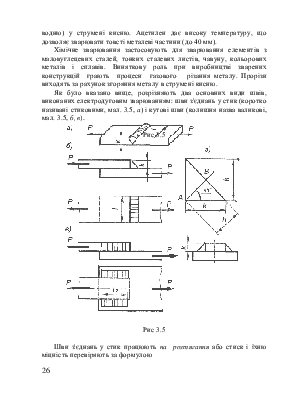
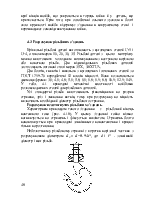
Приклад 3.1 Визначити число заклепок і розміри шва для з'єднання
у стик (мал. 3.3) двох смуг товщиною ![]() мм за допомогою двох
накладок товщиною
мм за допомогою двох
накладок товщиною ![]() мм, якщо сила, що розтягує,
мм, якщо сила, що розтягує, ![]() кН. Матеріал заклепок і листів - сталь Ст3.
Діаметр отворів під заклепки
кН. Матеріал заклепок і листів - сталь Ст3.
Діаметр отворів під заклепки ![]() мм, ширина смуг
мм, ширина смуг ![]() мм.
мм.
Рішення:
1. За умовою задачі тип заклепувального шва і діаметр заклепок задані, тому можна перейти до визначення числа заклепок.
2. Вибираємо допустимі напруження, за таблицею 3.1.
![]() МПа;
МПа; ![]() МПа;
МПа; ![]() МПа.
МПа.
3. Визначаємо число заклепок з умови міцності на
зріз (число площин зрізу ![]() ):
):
 .
.
Приймаємо п'ять заклепок.
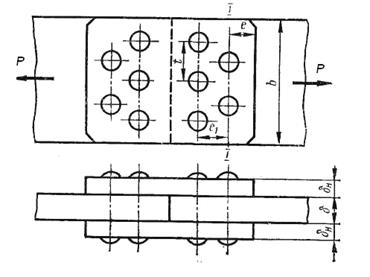
Рис. 3.3
4. Перевіряємо міцність заклепувального шва на
зминання. У даному випадку напруження зминання між заклепками і листами менше,
ніж між заклепками і накладками, тому що ![]() :
:
 МПа.
МПа.
5. Вибираємо конструкцію шва і його розміри.
Приймемо дворядне шахове розташування заклепок: дві заклепки у першому ряді, три заклепки у другому ряді (мал. 3.3); тоді шаг заклепок
![]() мм.
мм.
Відстань центрів першого ряду заклепок від краю листа
![]() мм;
мм;
відстань між рядами
![]() мм.
мм.
Таблиця 3.1 Допустимі напруження для міцних швів при
свердленних отворах під заклепки
|
Елемент шва |
Рід напруження |
Допустимі напруження, МПа |
|
|
Ст2 |
Ст3 |
||
|
Заклепка Основний матеріал (листи, що з’єднуються, кутники і т.п.) Заклепка і листи, що з’єднуються |
Зріз Розтягнення Зріз Зминання |
100 140 90 280 |
140 100 100 320 |
6. Перевіряємо міцність смуги на розтягання по перетину І-І;

![]() МПа
МПа![]() МПа..
МПа..
Якщо поміняти місцями ряди заклепок, тобто у першому ряді поставити три, а в другому - дві заклепки, то напруження розтягання у перетині І-І зростуть:
 МПа.
МПа.
Отже, прийняте розташування заклепок раціональніше. Рекомендується визначити напруження розтягання у небезпечному перетині накладок при двох зазначених варіантах розташування заклепок.
3.2 Зварні з’єднання
У сучасному машинобудуванні і будівництві широке застосування одержали нероз'ємні з'єднання, здійснювані за допомогою зварювання. Винахідниками електрозварювання є російські інженери Н. Н. Бенардос (1882 р.) і Н. Г. Славянов (1888 р.).
Науково обґрунтували методи електрозварювання академіки В. П. Нікітін, Е. О. Патон і проф. В. П. Вологдін. Автоматичне зварювання створене акад. Е. О. Патоном (1870-1953 р.). Роботи Е. О. Патона з величезним успіхом продовжує його акад. Б. Е. Патон.
Зварювання - процес з'єднання металевих частин шляхом застосування місцевого нагрівання з доведенням ділянок, що зварюються, до тістоподібного пластичного або рідкого стану. У першому випадку з'єднання частин, що зварюються, досягається при їх здавлюванні.
Основні переваги зварювання в порівнянні з заклепувальними з'єднаннями:
§ економія матеріалу і полегшення конструкції в звареному з'єднанні завдяки: а) кращому використанню матеріалу елементів, що з'єднуються, (листів, косинців), тому що їхні робочі перетини не послабляються отворами під заклепки і при тих же діючих силах для елементів, що зварюються, можна приймати менші перетини, чим для тих, що склепуються, б) можливості застосування стикових швів, що не вимагають накладок; в) меншій масі елементів, що з’єднуються при зварюванні.(маса заклепок більше маси зварних швів);
§ зменшення трудомісткості в зв'язку з виключенням операцій розмітки і свердління (пробивання) отворів; склепування значно більш трудомістке, ніж зварювання; зварювання може бути автоматизоване;
§ можливість з'єднання деталей із криволінійним профілем;
§ щільність і непроникність з'єднання;
§ безшумність технологічного процесу.
Основними видами зварювання є: електродугове, електромеханічне (контактне), хімічне (газове).
3.2.1 Електродугове зварювання.
При цьому методі зварювання метал розплавляється теплом електричної дуги, утвореної в місці зварювання між металевим електродом і деталями, що зварюються. Метал електроду (присадочний метал), розплавляючись, заповнює проміжок між деталями, що зварюються.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.