При розрахунку зварних швів, що працюють з перемінним навантаженням, допустимі напруження знижують. Ступінь зниження залежить від типу шва і співвідношення найменшого і найбільшого зусилля, що навантажує шов.
Допустимі напруження при знакоперемінних
навантаженнях прийнято визначати множенням табличних значень (табл. 3.2) на коефіцієнт
![]() :
:
для стикових швів
 ;
;
для кутових швів
 .
.
Тут ![]() і
і ![]() - мінімальних і максимальне (по
абсолютних величинах) значення діючого зусилля. У приведеній залежності
- мінімальних і максимальне (по
абсолютних величинах) значення діючого зусилля. У приведеній залежності ![]() і
і ![]() повинні
бути підставлені зі своїми знаками.
повинні
бути підставлені зі своїми знаками.
Приклад 3.2 Визначити необхідну довжину швів для прикріплення
сталевої смуги до листа (рис. 3.6). Розміри смуги: ![]() мм.
мм.
Навантаження ![]() кН.
Матеріал смуги сталь Ст3. Зварювання виконується електродами марки Э34 з тонким
покриттям.
кН.
Матеріал смуги сталь Ст3. Зварювання виконується електродами марки Э34 з тонким
покриттям.
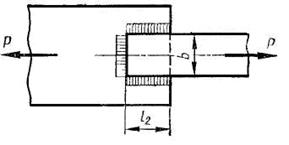
Рис. 3.6
Рішення. 1 Визначаємо допустимі і напруження на розтягнення для основною металу (смуги).
З табл. 1.1 ![]() МПа.
МПа.
Вважаючи, що метод розрахунку не цілком точний,
приймаємо ![]() . З огляду на те, що деталі, які
з'єднуються, (смуга і лист) виготовлені зі стального прокату і що від
з'єднання, яке розраховується, не потрібно особливої надійності в експлуатації,
приймаємо
. З огляду на те, що деталі, які
з'єднуються, (смуга і лист) виготовлені зі стального прокату і що від
з'єднання, яке розраховується, не потрібно особливої надійності в експлуатації,
приймаємо
![]() і
і ![]() ;
;
тоді
 МПа.
МПа.
і для шва, що працює на зріз (згідно табл. 3.2)
![]() МПа.
МПа.
2 Приймаючи катет шва ![]() мм
(тобто рівним товщині смуги), знаходимо необхідну розрахункову довжину всіх швів:
мм
(тобто рівним товщині смуги), знаходимо необхідну розрахункову довжину всіх швів:
 мм.
мм.
3 Визначаємо довжину флангових швів
![]() мм,
мм,
де ![]() мм - довжина лобового шва.
мм - довжина лобового шва.
Отже,
![]() мм.
мм.
3.3 Клейові з’єднання
Одним із сучасних видів нероз'ємних з'єднань є з'єднання за допомогою клею елементів з металу, металу і неметалічного матеріалу (текстоліту, пінопласту й ін.), неметалічних матеріалів між собою.
Клейове з'єднання має наступні основні переваги у порівнянні зі зварними і заклепувальними з'єднаннями:
§ можливість надійного з'єднання деталей з дуже тонких листових матеріалів;
§ можливість скріплення різнорідних матеріалів;
§ відсутність (або порівняно малі значення) концентрації напружень;
§ відсутність отворів, що послабляють конструкцію, необхідних при заклепувальних з'єднаннях;
§ герметичність;
§ стійкість проти корозії.
Недоліками клейового з'єднання є порівняно низька теплостійкість, невисокий опір "відриванню", зниження міцності деяких видів клеїв з часом (старіння).
3.4 З’єднання паянням, запресуванням, заформуванням
З’єднання паянням. У деяких випадках для створення нероз'ємного з'єднання застосовують пайкові (наприклад, для з'єднання тонкостінних деталей, елементів електричних схем і ін.).
Пайка здійснюється за допомогою припою. Розплавлений припій заповнює зазор між деталями, що з'єднуються, і при затвердінні припою утворить нероз'ємне з'єднання. Дотичні поверхні деталей, що з'єднуються, перед пайкою очищають за допомогою флюсів. Як флюси застосовують каніфоль, буру, хлористий цинк. Припої розділяють на легкоплавкі і тугоплавкі (у залежності від температури плавлень припою).
З'єднання запресовуванням. Для нерухомого з'єднання деталей циліндричної форми може застосовуватися пресова посадка (з'єднання зубчастого колеса з валом, втулки з валом). При пресовій посадці вал виготовляють більшого діаметра, чим отвір деталі, тому посадка вала в отвір здійснюється пресом, що створює необхідне зусилля.
З'єднання заформуванням. Заформуванням з'єднують металеву де'іаль 1 із пластмасою 2, для чого металеву деталь занурюють у рідку або тістоподібну пластмасу, що твердіє при остиганні й утворює нероз'ємне з'єднання (рис. 3.7).
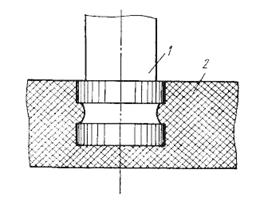
Рис. 3.7
Питання для самоперевірки:
1 Поясніть, які матеріали використовують для виробництва заклепок.
2 Перелічить основні типи заклепок.
3 Наведіть основні допущення, що приймаються при розрахунку заклепувальних з’єднань.
4 Дайте визначення терміну «зварювання».
5 Перечисліть основні види зварювання.
6 Наведіть переваги та недоліки клейових з’єднань.
7 Поясніть, у яких випадках доцільно застосовувати з’єднання паянням, запресуванням, заформуванням.
![]() ТЕМА 4
ТЕМА 4
РІЗЬБОВІ З’ЄДНАННЯ
![]()
Вивчивши цю тему, студент повинен знати:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.