За формою торців розрізняють клинові шпонки з голівкою, і без голівки. Голівка використовується для вибивання шпонки при розбиранні за допомогою клину. На валові, що обертається, щоб уникнути нещасних випадків головка шпонки повинна бути закрита. У клинових шпонок робочими є широкі грані; по бічних гранях мається зазор.
Основний недолік з'єднання деталей за допомогою клинових шпонок - наявність радіального зсуву осі насадженої деталі стосовно осі валу, що викликає додаткове биття. Тому вони застосовуються порівняно рідко - в основному в тихохідних передачах.
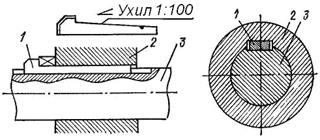
Рис. 5.1 Клинова шпонка
Призматичні шпонки не мають ухилу. Їх закладають у паз на валові (рис. 5.3, а). Такі шпонки не утримують деталь від осьового зсуву по валу; з цією метою використовують заплічики на валу, настановні кільця, стопорні гвинти і т.п. Призматичні шпонки застосовують у нерухомому і рухомому шпонковому з'єднаннях. В останньому випадку шпонку кріплять до валу гвинтами (рис. 5.3, б); така шпонка називається направляючою. За формою торців розрізняють призматичні шпонки з округленими і плоскими торцями.
Крім перерахованих, широке поширення мають шпонки сегментні, тангенціальні і спеціальної конструкції. Сегментна шпонка (рис. 5.4) представляє собою сегментну пластинку, закладену закругленою стороною у паз відповідної форми, профрезерований на валові.
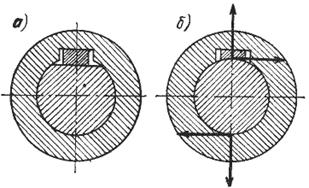
Рис. 5.2 Клинові та клинові фрикційні шпонки
Ці шпонки зручні при зборці і розбиранні, прості у виготовленні, але застосовуються при порівняно невеликих обертаючих моментах. На відміну від клинових, у призматичних шпонок робочими є вузькі грані.
Розміри шпонок повинні забезпечувати передачу визначеного обертаючого моменту. Розміри валу також залежать від переданого моменту, тому розміри перетину шпонок і діаметрів валів повинні бути ув'язані. Клинові урізні, призматичні і сегментні шпонки стандартизовані.
Таким чином, якщо задано діаметр валу, розміри перетину шпонки визначають за ГОСТ 8791-68 (шпонки клинові), за ГОСТ 23360-78 (шпонки призматичні), за ГОСТ 24071-97 (шпонки сегментні), а потім перевіряють на міцність.
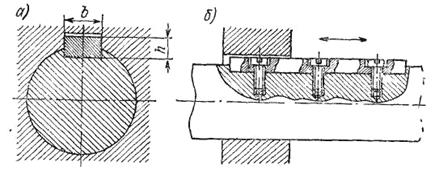
Рис. 5.3 Шпонки призматичні
Довжину шпонки звичайно приймають рівною ![]() (d - діаметр валу), але не більше
довжини маточини деталі (шківа, шестірні), що з'єднується з валом.
(d - діаметр валу), але не більше
довжини маточини деталі (шківа, шестірні), що з'єднується з валом.
Шпонки виготовляють зі сталі, що має межу міцності
(тимчасовий опір) ![]() МПа (сталь 45 і ін.).
МПа (сталь 45 і ін.).
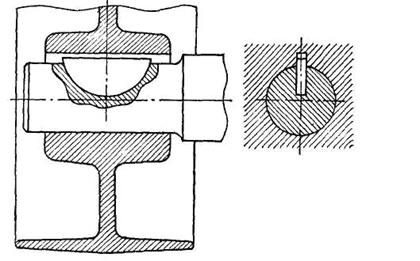
Рис. 5.4 Шпонка сегментна
5.3 Загальні відомості про шліцьові з’єднання
Канавки для шпонок викликають істотне ослаблення валів, тому що створюють значну концентрацію напружень. Для зниження концентрації напружень, а також для кращого центрування деталей на валові і зменшення напружень зминання у шпонковому з'єднанні (що особливо важливо для рухливих з'єднань) застосовують шліцьові (або зубчасті) з'єднання деталей з валом. Цей вид з'єднань одержав останнім часом велике поширення.
Зубчасті з'єднання утворяться виступами на валу і відповідними западинами деталі, що насаджується. Вал і деталь з отвором обробляють так, щоб бічні поверхні шліців або ділянки циліндричних поверхонь (по внутрішньому або зовнішньому діаметру шліців) щільно прилягали один до одного. Відповідно розрізняють шліцьові з'єднання з центруванням по внутрішньому або зовнішньому діаметру або по бічних поверхнях. Між циліндричними поверхнями, що не є центруючими, залишають зазор.
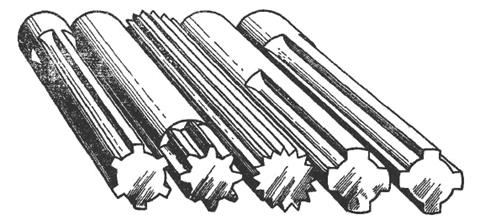
Рис. 5.5 Шліцьові вали
У залежності від форми виступів і западин розрізняють: прямо-бічне з'єднання за ГОСТ 1139-58 з центруванням по зовнішньому або внутрішньому діаметру, а також по бічних поверхнях з чотирма, шістьма, вісьма або десятьма шліцами, трикутне і евольвентне шліцьове з'єднання, при останньому бічні поверхні шліців обкреслені по евольвенті. Загальний вигляд шліцьових валів з різними типами шліців представлений на рис. 5.5.
5.4 Проведення розрахунків шпонкових та шліцьових з’єднань
Послідовність розрахунку шпонкових і шліцьових (зубчастих)
з'єднань
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.