Нетехнологичны в данной конструкции цековки Ø12 мм, так как здесь не предусмотрен свободный допуск инструмента. Поэтому необходимо применять инструменты с удлинителями. Кроме того, наружным диаметром эти цековки выходят на наружный диаметр детали, что приводит к образованию острых кромок и необходимости введения слесарно-зачистых операций ручной обработки.
На чертеже имеются трудноисполнимые и трудно контролируемые размеры. Все трудноисполнимые размеры обеспечиваются 9 квалитетом. Затруднительно обработка поверхностей Л, Г, Д, М, К, Е, Ж, И, З (Ø82Н9, Ø57Н7, Ø26Н7, Ø20,5Н11, Ø10,5Н11, Ø64,4Н9, Ø31Н9), так как они расположены внутри детали и, следовательно, к ней нет свободного доступа и выхода инструмента.
В данной конструкции шероховатость средняя. Шероховатость по чертежу не совпадает с шероховатостью по ГОСТ.
В остальном деталь достаточно технологична допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций и довольна проста по конструкции. Расположение крепежных отверстий как резьбовых, так и гладких допускает многоинструментальную обработку. Поверхности вращения могут быть обработаны на многошпиндельных станках.
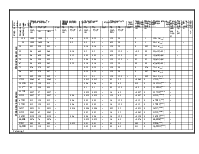
Полный анализ точности размера, расположения поверхностей, точности формы поверхностей и шероховатости лучше проводить заполнением таблицы.
|
Вид р - ра |
Размер по чертежу, мм |
Допуск размера, Т |
Допуск располо- жения |
|
Шероховатость |
Верх. откло нение, мм |
Нижн. Откло Нение, мм |
Полная запись размера |
Трудноисполн размеры |
Трудноконтр. р-ры |
Смеш. связи |
примеч. |
||||||||||
|
По черт., мм |
По ГОСТ |
Соот. |
По черт., мм |
По ГОСТ |
Соот. |
По черт., мм |
По ГОСТ |
Соот. |
По черт., Мм |
По ГОСТ |
Соот. |
|||||||||||
|
мм |
мкм |
|||||||||||||||||||||
|
Охватываемые Охватываемые Охватывающие Охватывающие |
130 |
1000 |
1000 |
1 |
+ |
- |
0,4 |
- |
0,25 |
0,25 |
+ |
12,5 |
50 |
- |
0 |
-1 |
130h14(-1,0) |
- |
- |
- |
||
|
80 |
1000 |
1400 |
1,4 |
- |
- |
0,5 |
- |
0,5 |
0,5 |
+ |
6,25 |
50 |
- |
0 |
-1 |
80h14(-1,0) |
- |
- |
+ |
|||
|
20 |
0,52 |
520 |
0,52 |
+ |
- |
- |
- |
0,16 |
0,16 |
+ |
12,5 |
25 |
- |
0 |
-0,52 |
20h14(-0,52) |
- |
- |
- |
|||
|
53 |
0,6 |
460 |
0,46 |
- |
- |
0,16 |
- |
0,2 |
0,2 |
+ |
12,5 |
12,5 |
+ |
+0,3 |
-0,3 |
53js13(±0.3) |
- |
+ |
- |
|||
|
13 |
0.4 |
430 |
0.43 |
- |
- |
0.12 |
- |
0.08 |
0.08 |
+ |
6.25 |
12.5 |
- |
0.2 |
-0.2 |
13js14(±0.2) |
- |
+ |
- |
|||
|
20 |
0.4 |
330 |
0.33 |
- |
- |
0.1 |
- |
0.06 |
0.06 |
+ |
12.5 |
12.5 |
+ |
0.2 |
-0.2 |
20js13(±0.2) |
- |
- |
- |
|||
|
47 |
0.6 |
620 |
0.62 |
- |
- |
0.25 |
- |
0.16 |
0.16 |
+ |
12.5 |
25 |
- |
0,3 |
-0,3 |
47js14(±0,3) |
- |
- |
- |
|||
|
72 |
0,74 |
870 |
0,87 |
- |
- |
- |
- |
0,25 |
0,25 |
+ |
12,5 |
50 |
- |
0 |
-0,74 |
72h14(-0,74) |
- |
- |
- |
|||
|
94 |
0,87 |
870 |
0,87 |
+ |
- |
- |
- |
0,25 |
0,25 |
+ |
12,5 |
50 |
- |
0 |
-0,87 |
94h14(-0,87) |
- |
- |
- |
|||
|
30 |
0,39 |
390 |
0,39 |
+ |
- |
- |
- |
0,1 |
0,1 |
+ |
12,5 |
12,5 |
+ |
0 |
-0,39 |
30h13(-0,39) |
||||||
|
Охватывающие |
17H9 |
0.043 |
43 |
0.043 |
+ |
- |
- |
- |
0.012 |
0.012 |
+ |
0.8 |
3.2 |
- |
+0.043 |
0 |
17H9(+0.043) |
+ |
- |
- |
||
|
20.5H11 |
0.13 |
130 |
0.13 |
+ |
- |
- |
- |
0.04 |
0.04 |
+ |
0.8 |
6.3 |
- |
0.13 |
0 |
20.5H11(+0,13) |
+ |
- |
- |
|||
|
21.8+0.3 |
0.3 |
330 |
0.33 |
- |
- |
- |
- |
0.1 |
0.1 |
+ |
0.8 |
12.5 |
- |
+0.3 |
0 |
21.8Н13(+0,3) |
+ |
- |
- |
|||
|
85.7H9 |
0.087 |
87 |
0.087 |
+ |
- |
- |
- |
0.025 |
0.025 |
+ |
1.6 |
6.3 |
- |
+0.087 |
0 |
85.7H9(+0,087) |
+ |
- |
- |
|||
|
82H9 |
0.087 |
87 |
0.087 |
+ |
- |
0.06 |
- |
0.025 |
0.025 |
+ |
12.5 |
6.3 |
- |
+0.087 |
0 |
82H9(+0,0876) |
+ |
- |
- |
|||
|
4.7H12 |
0.12 |
120 |
0.12 |
+ |
- |
0.04 |
- |
0.08 |
0.08 |
+ |
1.6 |
12.5 |
- |
+0.12 |
0 |
4.7Н12 (0,12) |
+ |
- |
- |
|||
|
5.7H12 |
0.12 |
120 |
0.12 |
+ |
- |
0.04 |
- |
0.08 |
0.08 |
+ |
1.6 |
12.5 |
- |
+0.12 |
0 |
5.7Н12(+0,12) |
- |
- |
- |
|||
|
26H7 |
0.021 |
21 |
0.021 |
+ |
- |
0.016 |
- |
0.006 |
0.006 |
+ |
0.32 |
3.2 |
- |
+0.021 |
0 |
26H7(+0,021) |
- |
- |
- |
|||
|
31H9 |
0.062 |
62 |
0.062 |
+ |
- |
- |
- |
0.02 |
0.02 |
+ |
1.6 |
3.2 |
- |
+0.062 |
0 |
31H9(+0,062) |
+ |
- |
- |
|||
|
5.6H12 |
0.120 |
120 |
0.120 |
+ |
- |
0.04 |
- |
0.06 |
0.06 |
+ |
1.6 |
12.5 |
- |
+0.120 |
0 |
5.6H12(+0,12) |
- |
- |
- |
|||
|
64,4Н9 |
0,074 |
74 |
0,074 |
+ |
- |
- |
- |
0,025 |
0,025 |
+ |
1,6 |
6,3 |
- |
+0,074 |
0 |
64,4Н9(+0,074) |
+ |
- |
- |
|||
|
57Н7 |
0,03 |
30 |
0,03 |
+ |
- |
0,025 |
- |
0,01 |
0,01 |
+ |
0,8 |
3,2 |
- |
0,03 |
0 |
57Н9(+0,03) |
+ |
- |
- |
|||
|
10,5Н11 |
0,11 |
110 |
0,11 |
+ |
- |
- |
- |
0,03 |
0,03 |
+ |
0,8 |
6,3 |
- |
0,11 |
0 |
10,5Н11(+0,11) |
- |
- |
- |
|||
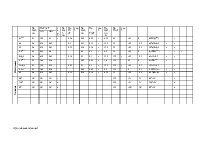
Таблица, 1
|
Вид р - ра |
Размер по чертежу |
Допуск размера, Т |
Допуск располо- жения |
Допуск формы |
шероховатость |
Верх. откло нение, мм |
Нижн. Откло Нение, мм |
Полная запись размера |
Трудноисполн размеры |
Трудноконтр. р-ры |
Смеш. связи |
примечания |
||||||||||
|
По черт., мм |
По ГОСТ |
Соот. |
По черт., мм |
По ГОСТ |
Соот. |
По черт., мм |
По ГОСТ |
Соот. |
По черт., мм ,Rz |
По ГОСT |
Соот. |
|||||||||||
|
мм |
мкм |
|||||||||||||||||||||
|
Остальные |
61+0,1 |
0,1 |
100 |
0,1 |
+ |
- |
0,04 |
- |
0,08 |
0,08 |
+ |
6,25 |
6,3 |
- |
+0,1 |
0 |
61Н10(+0,1) |
- |
+ |
- |
||
|
40 |
0,6 |
620 |
0,62 |
- |
- |
0,2 |
- |
0,12 |
0,12 |
+ |
12,5 |
25 |
- |
+0,3 |
-0,3 |
40Js14±0,3 |
+ |
+ |
- |
|||
|
50 |
0,6 |
620 |
0,62 |
- |
- |
0,25 |
- |
0,16 |
0,16 |
+ |
12,5 |
25 |
- |
+0,3 |
-0,3 |
50Js14±0,3 |
+ |
+ |
- |
|||
|
0,3+0,8 |
0,8 |
600 |
0,6 |
- |
- |
- |
- |
0,2 |
0,2 |
+ |
0,8 |
25 |
- |
+0,8 |
0 |
0,3Н16(+0,8) |
- |
+ |
+ |
|||
|
4±0,2 |
0,4 |
480 |
0,48 |
- |
- |
0,16 |
- |
0,1 |
0,1 |
+ |
12,5 |
12,5 |
+ |
+0,2 |
-0,2 |
4Js15±0,2 |
+ |
+ |
- |
|||
|
0,3+0,2 |
0,2 |
140 |
0,14 |
- |
- |
- |
- |
0,05 |
0,05 |
+ |
1,6 |
12,5 |
- |
0,2 |
0 |
0,3Н13+0,8 |
+ |
- |
- |
|||
|
12±0,2 |
0,2 |
180 |
0,18 |
- |
- |
0,05 |
- |
0,1 |
0,1 |
+ |
12,5 |
12,5 |
+ |
+0,2 |
-0,2 |
12Js12±0,2 |
- |
+ |
- |
|||
|
0,3-0,2 |
0,2 |
140 |
0,14 |
- |
- |
- |
- |
0,05 |
0,05 |
+ |
0,8 |
12,5 |
- |
0 |
-0,2 |
0,3 Н13(-0,2) |
+ |
+ |
- |
|||
|
45 |
0,6 |
620 |
0,62 |
- |
- |
0,25 |
- |
0,16 |
0,16 |
+ |
6,25 |
25 |
- |
+0,3 |
-0,3 |
45 Js14±0.3 |
+ |
+ |
- |
|||
|
Угловые |
60º |
26´ |
26´ |
26´ |
+ |
- |
- |
- |
- |
- |
- |
- |
12.5 |
- |
+13´ |
-13´ |
60º±13´ |
- |
+ |
- |
||
|
120º |
26´ |
26´ |
26’ |
+ |
- |
- |
- |
- |
- |
- |
- |
12,5 |
- |
+13´ |
-13´ |
120º±13´ |
- |
+ |
- |
|||
|
45° |
20’ |
20’ |
20’ |
+ |
- |
- |
- |
- |
- |
- |
- |
12,5 |
- |
+10’ |
-10’ |
45º±10´ |
- |
+ |
- |
|||
Продолжение таблицы 1
1. 3 Выбор метода получения заготовки
Заготовка – предмет труда, из которого изменением формы, размеров, свойств поверхности или материала изготавливают деталь. Заготовки принято различать по виду, отражающему характерные особенности базового технологического метода их изготовления.
Обычно выбор вида заготовки осуществляется по основным параметрам (форма детали, марка материала детали, тип производства, масса заготовки). По каждому параметру из всего множества выбора определяют подмножество приемлемых видов заготовки и при возможности устанавливают их приоритеты.
Форма средней части корпуса сложная, имеет обширные внутренние полости, следовательно, приоритетными видами заготовок являются: штамповка, отливка и ковка. Улучшенные свойства материала (сталь АК4-1чТ1) делают ковку оптимальным видом заготовки. Среднесерийное производство, допускает изготовление заготовок штамповкой и ковкой.
Итак, из методов обработки давлением, по массе и габаритным размерам подходит штамповка. А годовой объем выпуска (42шт.) достаточно большой, чтобы окупить затраты на изготовление штампов. Таким образом, штамповка экономически выгодна.
Штамповкой на горизонтально-ковочных машинах (ГКМ) получают поковки массой 0,1 – 100 кг. Штамповка на ГКМ является одним из производительных способов и может быть рентабельной для определенного вида заготовок. Штамповка производиться из прутков и труб горячекатаного металла повышенной точности. Иногда используют холоднотянутую сталь, что значительно повышает точность поковки.
Перед ковкой и штамповкой исходный металл готовят к обработке – производят зачистку металла, разрезают на части, выбирают температурный режим и тип нагревательного устройства. Горячей ковкой изготавливают поковки цилиндрические сплошные (полые) гладкие и с уступами.
Определим стоимость материала, потребного для изготовления детали.
![]() ,
,
где ![]() - цена
заготовки, р.;
- цена
заготовки, р.;
![]() - цена
отходов, р.
- цена
отходов, р.
 ,
,
где ![]() - базовая
стоимость одной тонны, р.;
- базовая
стоимость одной тонны, р.;
![]() -
масса заготовки, кг;
-
масса заготовки, кг;
![]() -
коэффициент, характеризующий точность заготовки;
-
коэффициент, характеризующий точность заготовки;
![]() -
коэффициент, характеризующий сложность заготовки;
-
коэффициент, характеризующий сложность заготовки;
![]() -
коэффициент, характеризующий массу заготовки;
-
коэффициент, характеризующий массу заготовки;
![]() -
коэффициент, характеризующий материал заготовки;
-
коэффициент, характеризующий материал заготовки;
![]() -
коэффициент, характеризующий тип производства.
-
коэффициент, характеризующий тип производства.
Коэффициент ![]() = 1 и выбирается в зависимости от класса
= 1 и выбирается в зависимости от класса
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.


 Допуск формы
Допуск формы