Основные и дополнительные затраты с начислениями и учётом многостаночного оборудования:
Сз = ε · Стф · k · y = 1,53 · 14 · 1 · 1 = 21,42 р/ч.
Часовые затраты по эксплуатации рабочего места:
Счз = Счз.бп kм = 8,4·1,3 = 10,92 р/ч.
Капитальные вложения в станок:
 =
=  р/ч.
р/ч.
Капитальные вложения в здание:
![]() = 15,5
м2. Тогда, капитальные вложения:
= 15,5
м2. Тогда, капитальные вложения:
 =38,1
р/ч.
=38,1
р/ч.
Часовые приведённые затраты:
Спз = Сз+Счз+ Ен(Кс+Кз) = 21,42+10,92+0,15(78,38+38,1) = 49,812 р/ч,
Технологическая себестоимость операции:
 =
= =1,72 р/ч.
=1,72 р/ч.
где Тшп.к – штучно-калькуляционное время на операцию, мин; kВ – коэффициент выполнения норм, обычно принимаемый равным 1,3
Таким образом, сравнив полученные технологические себестоимости фрезерной и токарной операций, сделаем вывод о целесообразности получения заготовки штамповкой, т.к. 1,43<1,72 р/ч.
Расчет припусков на обработку осуществляется расчетно-аналитическим методом на наиболее точную – цилиндрическую поверхность, результаты расчета сведены в табл.1.
Таблица 1
Результаты расчета припусков на обработку
|
Технологические переходы обработки |
Элементы припуска, мкм |
Расчетный припуск 2Zmin, мкм |
Расчетный минимальный размер, мм |
Допуск на изготовление Td, мкм |
Принятые (округленные) размеры по переходам, мм |
Полученные предельные припуски, мкм |
|||||
|
RZ |
h |
Δ |
|||||||||
|
dmax |
dmin |
2Zmax |
2Zmin |
||||||||
|
Штамповка |
150 |
200 |
1500 |
- |
39,432 |
3000 |
43 |
40 |
- |
- |
|
|
Черновое точение |
50 |
50 |
90 |
3700 |
35,732 |
400 |
35,73 |
35,33 |
7270 |
4670 |
|
|
Чистовое точение |
30 |
30 |
60 |
380 |
35,352 |
120 |
35,35 |
35,23 |
380 |
100 |
|
|
Черновое шлифование |
10 |
20 |
30 |
240 |
35,112 |
30 |
35,11 |
35,08 |
240 |
150 |
|
|
Чистовое шлифование |
5 |
15 |
0 |
120 |
34,992 |
16 |
35,008 |
34,992 |
102 |
88 |
|
Проверка расчета:
![]() Верно!
Верно!
|
Технологические переходы обработки |
Элементы припуска, мкм |
Расчетный припуск 2Zmin, мкм |
Расчетный минимальный размер, мм |
Допуск на изготовление Td, мкм |
Принятые (округленные) размеры по переходам, мм |
Полученные предельные припуски, мкм |
|||||
|
RZ |
h |
Δ |
|||||||||
|
dmax |
dmin |
2Zmax |
2Zmin |
||||||||
|
Штамповка |
150 |
200 |
1500 |
- |
34,432 |
3000 |
38 |
35 |
- |
- |
|
|
Черновое точение |
50 |
50 |
90 |
3700 |
30,732 |
400 |
30,73 |
30,33 |
7270 |
4670 |
|
|
Чистовое точение |
30 |
30 |
60 |
380 |
30,352 |
120 |
30,35 |
30,23 |
380 |
100 |
|
|
Черновое шлифование |
10 |
20 |
30 |
240 |
30,112 |
30 |
30,11 |
30,08 |
240 |
150 |
|
|
Чистовое шлифование |
5 |
15 |
0 |
120 |
29,992 |
16 |
30,008 |
29,992 |
102 |
88 |
|
Проверка расчета:
![]() Верно!
Верно!
|
Технологические переходы обработки |
Элементы припуска, мкм |
Расчетный припуск 2Zmin, мкм |
Расчетный минимальный размер, мм |
Допуск на изготовление Td, мкм |
Принятые (округленные) размеры по переходам, мм |
Полученные предельные припуски, мкм |
|||||
|
RZ |
h |
Δ |
|||||||||
|
dmax |
dmin |
2Zmax |
2Zmin |
||||||||
|
Штамповка |
150 |
200 |
1500 |
- |
36,432 |
3000 |
40 |
37 |
- |
- |
|
|
Черновое точение |
50 |
50 |
90 |
3700 |
32,732 |
400 |
32,73 |
32,33 |
7270 |
4670 |
|
|
Чистовое точение |
30 |
30 |
60 |
380 |
32,352 |
120 |
32,35 |
32,23 |
380 |
100 |
|
|
Черновое шлифование |
10 |
20 |
30 |
240 |
32,112 |
30 |
32,11 |
32,08 |
240 |
150 |
|
|
Чистовое шлифование |
5 |
15 |
0 |
120 |
31,992 |
16 |
32,008 |
31,992 |
102 |
88 |
|
Проверка расчета:
![]() Верно!
Верно!
Схема графического расположения припусков и допусков на
обработку поверхности ![]()
Схема графического расположения припусков и допусков на
обработку поверхности ![]()
Схема графического расположения припусков и допусков на
обработку поверхности ![]()
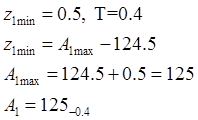
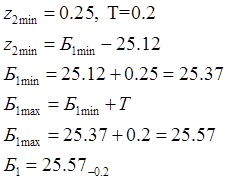
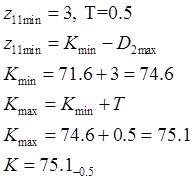
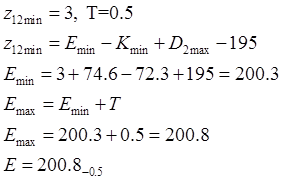
Расчет линейной размерной цепи
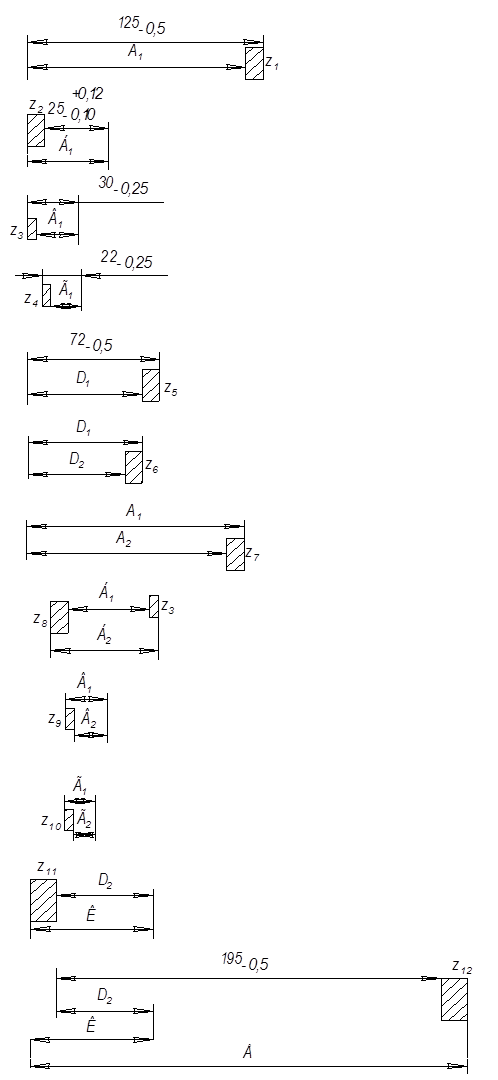 В результате расчета получили уточненные размеры заготовки
В результате расчета получили уточненные размеры заготовки
Производство изготовления деталей – крупносерийное.
Операция 005 Фрезерно-центровальная
Необходимо фрезеровать торцы на фрезерно-центровальном полуавтомате МР-71М (см. карту технологического процесса), выдерживая размеры 1, 2. При этом деталь устанавливают на черновую базу. Эта операция служит для подготовки чистовой базы. Затем деталь центруют для последующей токарной операции.
Операция 010 Токарная
Происходит черновое точение на токарно-винторезном станке 16К20Ф, выдерживая размер 1 – 5. Применяется неподвижный и вращающийся центр, деталь базируется по оси.
Операция 015 Токарная
Происходит черновое точение на токарно-винторезном станке 16К20Ф, выдерживая размер 1 – 6. Применяется неподвижный и вращающийся центр, деталь базируется по оси.
Операция 020 Токарная
Происходит чистовое точение на токарно-винторезном станке 16К20Ф, выдерживая размер 1 – 6. Применяется плавающий и вращающийся центр, деталь базируется по оси.
Операция 025 Токарная
Происходит чистовое точение на токарно-винторезном станке 16К20Ф, выдерживая размер 1 – 7. Применяется плавающий и вращающийся центр, деталь базируется по оси.
Операция 030 Зубофрезерная
Фрезеруются зубья на зубофрезерном полуавтомате для цилиндрических колес 5В312. Применяется неподвижный и вращающийся центр, деталь базируется по оси.
Операция 035 Фрезерная
Фрезеруется паз на вертикально-фрезерном консольном станке 6Д92, деталь базируется в самоцентрирующихся тисках.
Операция 040 Объемная закалка
Деталь калится в печи до твердости HRC 28 … 32.
Операция 045 Обработка ТВЧ
Зубья калятся ТВЧ до твердости HRC 56 … 60 на глубину 0,8 … 0,12.
Операция 050 Правка центров
Правятся центровые отверстия на внутришлифовальном станке 3К225В. Деталь устанавливается в самоцентрирующихся тисках.
Операция 055 Зубошлифовальная
Зубья шлифуются на зубошлифовальном станке 5А814. Применяется неподвижный и вращающийся центр, деталь базируется по оси.
Операция 060 Шлифование
Происходит черновое шлифование до Æ30-0,03 на круглошлифовальном станке 3Б153Т. Применяется плавающий и вращающийся центр, деталь базируется по оси.
Операция 065 Шлифование
Происходит черновое шлифование до Æ32-0,03 на круглошлифовальном станке 3Б153Т. Применяется плавающий и вращающийся центр, деталь базируется по оси.
Операция 070 Шлифование
Происходит черновое шлифование до Æ35-0,03 на круглошлифовальном станке 3Б153Т. Применяется плавающий и вращающийся центр, деталь базируется
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.