












 |
Новосибирский государственный
технический университет
ТМ-23 1201
Зинкевич П. Е.
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Новосибирский государственный технический университет
Кафедра технологии машиностроения
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К курсовому проекту по технологии машиностроения на тему:
«Разработка технологического процесса обработки Вала-шестерни».
Автор работы Зинкевич П. Е.
Специальность 1201 (технология машиностроения)
Обозначение проекта КП– 2068956 – 551800 – 24 - 06
Группа ТМ-23
Руководитель проекта Ерёмина А. С.
Новосибирск 2006г.
1 Введение. 4
2 Анализ служебного назначения и технологичности конструкции детали. 5
2.1 Описание изделия 5
2.2 Материал детали и его свойства 5
2.3 Анализ технологичности детали 5
Общие исходные данные: 10
Вид заготовки. 10
1 Введение.
Технологический процесс механической обработки представляет собой последовательность станочных операций по обработке заготовок путем снятия стружки с целью последовательного приближения их формы, размеров и качества поверхности к требованиям рабочего чертежа детали.
Станочная операция является основной единицей планирования, учета, контроля и организации технологического процесса (ТП). В состав ТП механической обработки включаются как операции, выполняемые на металлорежущих станках, так и операции термической обработки (нормализация, закалка, отпуск), которые выполняются обычно вне участка механической обработки, в термических отделениях или цехах. Заключительной операцией ТП должна быть операция приёмочного контроля.
Все многочисленные работы по проектированию ТП механической обработки могут быть сгруппированы в следующую последовательность:
анализ исходных данных (чертеж детали, технические требования, годовая программа), определение типа производства и формы его организации (раздел Исходные данные);
выбор исходной заготовки и метода ее изготовления (раздел Заготовка);
выбор методов и последовательности обработки основных поверхностей детали, установление схем базирования (раздел Методы обработки);
разработка маршрутного технологического процесса и выбор оборудования (раздел Маршрут);
расчет операционных припусков, допусков и размеров (раздел Припуски);
разработка содержания технологических операций (раздел Операции);
выбор средств технологического оснащения (раздел Оснастка);
расчет режимов резания и норм времени (раздел Режимы обработки);
проектирование и расчет специальных станочных приспособлений (раздел Приспособления);
расчет технико-экономических показателей технологического процесса (раздел Экономика).
Исходные данные:
Чертеж рычага;
Годовая программа выпуска 100 000 шт.
2 Анализ служебного назначения и технологичности конструкции детали.
Исходные данные: объектом проектирования технологического процесса является деталь типа вал-шестерня (см. рабочий чертеж) с годовой программой 100 000 шт. Детали типа вал-шестерня широко распространены в машиностроении.
Вал-шестерня используют для передачи крутящего момента. Крутящий момент передаётся с помощью самых различных соединений. Таких как: сварные, пластическим деформированием, фрикционные, шпоночные, шлицевые, на лысках и квадратах, штифтовые, на винтах, клеммные и т.д.
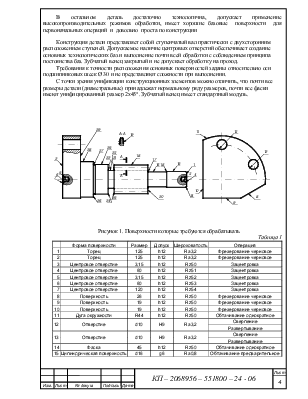
Функциональным назначением данной детали является передача крутящего момента от сектора R44 к зубчатому венцу Ø29. Т. к. на данной детали имеется сектор, то скорей всего данная деталь не вращается, а совершает движение типа качения.
Таким образом, исполнительными (рабочими) поверхностями данной детали являются торцевая поверхность сектора т. к. на неё назначено меньшее значение шероховатости и зубчатый венец m=2, z=12, Ø29. Основными конструкторскими базами являются подшипниковая шейка Ø30h6 и шейка Ø16f6, геометрическая ось которых является основной конструкторской базой. Исходя из характера посадок и заданных диаметров, без сборочного чертежа, можно говорить лишь, что посадка Ø30h6 предназначена для подшипника качения
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.