Разработка и расчет конструкции контрольного калибра.
Описание конструкции и принципа работы.
Приспособление предназначено для контроля соосности отверстий ∅![]() и ∅
и ∅![]() мм.
мм.
Приспособление состоит из 2-х ступеней: оправки 1 и втулки 2. Контроль
происходит следующим образом: деталь одевается на оправку I до упора и
базируется по диаметру 20,с другой стороны на оправку 1 одевается втулка 2, при
совпадении осей отверстий ∅![]() и
∅
и
∅![]() мм, втулка свободно
проходит в отверстие детали ∅
мм, втулка свободно
проходит в отверстие детали ∅![]() мм.
мм.
Расчет контрольного калибра.
Комплексные калибры расположения (калибры на вхождение) рассчитываются и применяются для контроля зависимых допусков расположения.
Зависимый допуск расположения зависит от действительных размеров нормируемых элементов.
Полное значение зависимого -допуска расположения для данной детали:
![]()
![]() - допуск, указанный на чертеже.
- допуск, указанный на чертеже.
![]() . - дополнительное значение допуска, зависящее от
действительных размеров ∅
. - дополнительное значение допуска, зависящее от
действительных размеров ∅![]() и
∅
и
∅ мм.
мм.
Для двух и многоступенчатых соединений с разнесенным расположением поверхностей допуск соосности каждой ступени относительно общей оси, являющейся базовой, должен быть пересчитан на позиционный допуск по формулам, указанным в ГОСТ 16085-80, В нашем случае:
![]()
![]()
Предельные размеры измерительных элементов калибра определяем по формуле:
1 Ступень:
2 Ступень:
Позиционный допуск калибра:
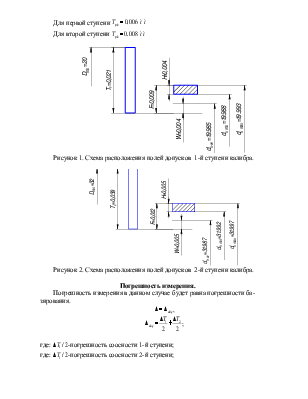
Для первой ступени ![]()
Для второй ступени ![]()
Рисунок 1. Схема расположения полей допусков 1-й ступени калибра.
Рисунок 2. Схема расположения полей допусков 2-й ступени калибра.
Погрешность измерения.
Погрешность измерения в данном случае будет равна погрешности базирования.
![]() ,
,
 ;
;
где: ![]() -погрешность
соосности 1-й ступени;
-погрешность
соосности 1-й ступени;
где: ![]() -погрешность
соосности 2-й ступени;
-погрешность
соосности 2-й ступени;
Отсюда полная погрешность приспособления: |
![]()
Таким образом, данным приспособлением можно проконтролировать несоосность установочных отверстии, так как допуск заданный на контроль не более 0,01 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.