связи с особенностью приспособления, при установке заготовки на базирующие элементы, возникающие при этом зазоры не рассматриваются. Они будут учтены при расчете приспособления на точность. Поэтому сила зажима Qрассчитывается по уравнению:
![]() =0,9256Нм (10)
=0,9256Нм (10)
Mтр= Q![]() (11)
(11)
Q![]() =
=![]() (12)
(12)
 Н (13)
Н (13)
где f-коэффициент трения. Расчет коэффициента надежности закрепления:
Значение коэффициента надежности К выбираем дифференцированно в зависимости от конкретных условий выполнения операции и способа закрепления заготовки. Его величину можно представить как произведение частных коэффициентов, каждый из которых отражает влияние определенного фактора[1]:
![]() (14)
(14)
K0=1.5 - гарантированный коэффициент запаса надежности закрепления;
K1=1.2 - учитывает увеличение силы резания из-за случайных неровностей заготовки;
K2=1.3 - учитывает увеличение силы резания из-за затупления инструмента;
K3=1 - учитывает увеличение силы резания при прерывистом резании;
K4=1 - учитывает непостоянство зажимного усилия;
K5=1 - учитывает степень удобства расположения рукояток;
K6=1.5 - учитывает неопределенность контакта заготовки с опорными элементами, имеющими большую поверхность.
6. Расчет диаметра пневмоцилиндра.
На основании расчетов проведенных в п.2.1, рассчитаем диаметр пневмоцилиндра[3]:
D=1,13 (15)
(15)
где D – диаметр цилиндра;
Q =629,818H– сила зажима детали;
р – давление сжатого воздуха в системе; p = 0,4МПа;
η –КПД пневмоцилиндра; η=0,85.
D=1,13 ,
выбираем ближайшее большее значение из ряда стандартных размеров, D =50мм., dШТОКА=18мм.
,
выбираем ближайшее большее значение из ряда стандартных размеров, D =50мм., dШТОКА=18мм.
![]() Н(16)
Н(16)
Слабым элементов в конструкции является резьбовое соединение кондукторной плиты и штока пневмоцилиндра:
 (17)
(17)
где F – сила на штоке, Н;
d1 – внутренний диаметр резьбы, мм;
![]() ,
(18)
,
(18)
где
![]() –
предел текучести для стали 35,
–
предел текучести для стали 35, ![]() ;
;
![]() - допускаемое
напряжение при растяжении.
- допускаемое
напряжение при растяжении.
![]()
Условие прочности выполняется.
8. Расчет приспособления на точность.
При
расчете приспособлений на точность, суммарная погрешность ![]() при обработке детали не должна превышать
величину допуска
при обработке детали не должна превышать
величину допуска ![]() размера.
размера.
![]() .
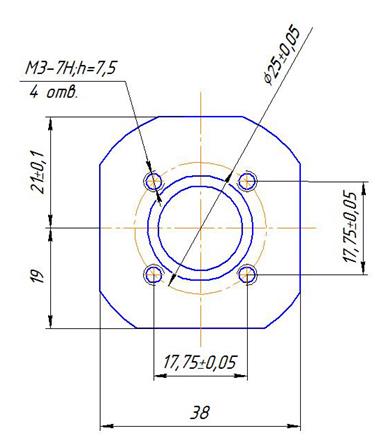
Исполняемым размером является 17,75мм расстояние между осями отверстий
диаметром 3мм.
.
Исполняемым размером является 17,75мм расстояние между осями отверстий
диаметром 3мм.
Для расчета точности приспособления используется следующая формула [3]:
![]() где T=100мкм – допуск
выполняемого размера. (19)
где T=100мкм – допуск
выполняемого размера. (19)
![]() - коэффициент, учитывающий отклонение
рассеяния значений составляющих величин от закона нормального распределения.
- коэффициент, учитывающий отклонение
рассеяния значений составляющих величин от закона нормального распределения.
![]() - коэффициент, учитывающий уменьшение
предельного значения погрешности базирования при работе на настроенных станках.
- коэффициент, учитывающий уменьшение
предельного значения погрешности базирования при работе на настроенных станках.
![]() - коэффициент, учитывающий долю погрешности обработки в
суммарной погрешности, вызываемой факторами, не зависящими от приспособления.
- коэффициент, учитывающий долю погрешности обработки в
суммарной погрешности, вызываемой факторами, не зависящими от приспособления.
ω = 0,12- экономическая точность обработки для сверления.
8.1.Определение погрешности базирования.
![]() - погрешность
базирования, представляет собой отклонение
фактического положения установленной в приспособлении детали от требуемого теоретического
и определяется как предельный допуск рассеяния расстояний между измерительной и
технологической базами в направлении выполняемого размера.
- погрешность
базирования, представляет собой отклонение
фактического положения установленной в приспособлении детали от требуемого теоретического
и определяется как предельный допуск рассеяния расстояний между измерительной и
технологической базами в направлении выполняемого размера.
Погрешность базирования зависит от максимального зазора в посадке
соединения отверстия и пальца. Отверстия выполнены по 8
квалитету. Пальцы выполняются по 6 квалитету – 32g6.
Полученная посадка обеспечивает гарантированный зазор32![]() .
.
![]() (20)
(20)
![]() (21)
(21)
![]() (22)
(22)
![]()
8.2. Определение погрешности закрепления.
εзак – разница между наибольшими и наименьшими величинами проекций смещения измерительной базы в направлении получаемого размера вследствие приложения силы закрепления. Так как нагрузка прикладывается в перпендикулярном направлении к установочной базе, то погрешность закрепления равна 0;
8.3. Определение погрешности установки приспособления.
εу=0,02
мм – погрешность установки приспособления на станке. При смещении
приспособления в направлении оси x
рекомендуется назначать погрешность ![]() .
.
8.4. Определение погрешности из-за износа установочных элементов.
εИ – погрешность, вызванная износом установочных элементов приспособления;
εИ= ![]() мкм,
(23)
мкм,
(23)
где β – постоянная, зависящая от вида опор и условий контакта, для установочных пальцев β = 0,05 – 0,1. (24)
N – количество контактов заготовки с опорой.
εИ=0,1![]() =10 мкм . (25)
=10 мкм . (25)
8.5. Определение смещения инструмента.
![]() = (мм) – погрешность, вызванная перекосом
или смещением режущего инструмента. Зависит от точности направления или
настройки инструмента относительно положения заготовки.
= (мм) – погрешность, вызванная перекосом
или смещением режущего инструмента. Зависит от точности направления или
настройки инструмента относительно положения заготовки.
![]() (26)
(26)
 (27)
(27)
где s– максимальный зазор между кондукторной втулкой и сверлом; m –расстояние от поверхности заготовки до кондукторной втулки; l – длина кондукторной втулки;l1–длина обрабатываемого отверстия.
Назначим предельные отклонения на сверло, получаем исполнительный размер сверла Ø2,2-0,25мм.
Для
кондукторной втулки назначим допуск по F8,
получим исполнительный размер кондукторной втулки Ø![]() мм.
мм.
В этом случае:
![]() (28)
(28)
![]() (29)
(29)
![]() =
=![]() (30)
(30)
 (31)
(31)
Погрешность установки кондукторной плиты по отношению к приспособлению.
![]() (32)
(32)
где
![]() -
допуск на координаты расположения направляющих скалок
-
допуск на координаты расположения направляющих скалок
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




