 -22-
-22-
Таблица2 Припуски и допуски на обрабатываемые поверхности корпуса
|
Поверхность |
Размер, мм |
Припуск, мм |
Допуск, мм |
|
|
табличный |
расчетный |
|||
|
1 2 3 4 |
052+О,О74 30+0,26 2±0,125 54-о.э. |
21,7 1Д 0,7 0,8 |
2-1,475 |
±0,32 ±0,8 ±0,16 ±0,32 |
В ГОСТ 26645-85 указываются номинальные (общие) припуски, при выборе которых следует учитывать суммарную погрешность обработки. Так, при обработке отверстия 052+0,074 суммарная погрешность обработки складывается из погрешностей поверхностей Б,
|
Б+^- + 7\. |
, и составляет согласно чертежу
Г и самого отверстия;
детали: 390 + 740 + 72 = 1 202 мкм.
При обработке размера 2 мм в формировании погрешности изготовления участвуют размеры 54 и 52 (50 + 2), устанавливаемые при обработке от технологической базы. Но так как размер 2 мм является замыкающим в технологической размерной цепи, то сумма допусков на размеры 54 и 52 не должна превышать допуска на размер 2, т.е. 250 мкм (по 14 квалитету), заданного чертежом.
Размеры 30; 2; 54 получаются окончательной тонкой обработкой, в соответствии с заданной чертежом шероховатостью.
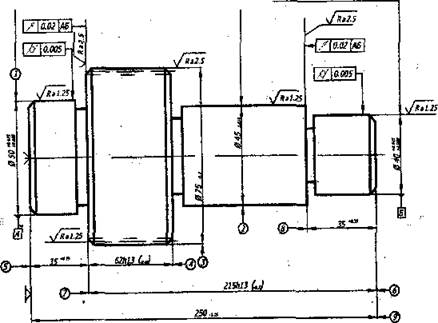
Пример 2. Для серийного типа производства рассчитать припуски на обработку и промежуточные предельные размеры на поверхность 05Отб( ^0009 J и тоРцы 6 и 7 вала-шестерни (рис. 3).
На остальные обрабатываемые поверхности назначить припуски и допуски по ГОСТ 7505-89. Заготовка получена штамповкой на ГКМ
из горячекатаного проката 048^?'?. Материал детали сталь 35.
-
Класс- точности Т4, группа стали ный индекс 12, масса 6,29 кг. По ния на размер заготовки es= 1,4; поверхности заготовки Rz= 200 м
шш
Рис. 3.
Технологический маршрут о
состоит из чернового и чистово тового шлифования в центрах, задний - жесткий.
Припуски на поверхност образом.
Как в предыдущем приме которую записывают соответств гическому переходу значения э
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.