-26-
большего предельного размера предшествующего и наименьшего предельного размера вьшолняемого перехода (операции); a 22miE - как разность наименьшего предельного размера предшествующего и наибольшего предельного размера выполняемого перехода (операции); т.е. 2Z„b=4_lmin ~dimas; 2Znax= 4_Imax -dtnkk = 2ZujB+ГМ + Tt.
Величина номинального припуска 2ZB0M, определяется разностью номинальных размеров предшествующего и выполняемого перехода операции: 2ZmM= йы - d,.
Общие припуски на обработку всей детали рассчитываются по формулам (учитывая округления):
п_ п
|
2Z |
|
Отах |
= Z2Z'»n + JX = 2,924+ 2,78 «5,7 MM/
i-l """ М
или2г0тах =d0mm ~dtain=55,71-50,009 = 5,701 «5,7 мм; 2Z0nrin =2Z0lMX -T0-T< =5,701-2,2-0,016 = 3,485mm; miH2Z0miB =rf0min -dimm=53,51-50,025 = 3,485mm; 220шм = rfo*» - di= 53,74 - 50 = 3,74 мм.
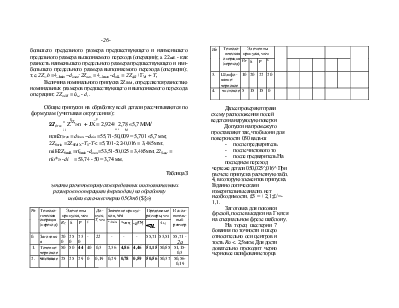
Таблица З
ътаты расчетов припусков предельных и исполнительных размеров по операциям (переходам) на обработку
шейки вала-шестерни 05От6 ($§»)
|
№ |
Технологическая операция (переход) |
Элементы припуска, мкм |
Допуск, Т, мм |
Значение припусков, мм |
Предельные размеры, мм |
Исполнительный рачмер |
||||||
|
Rz |
h |
Р |
€ |
*Anin |
*миц |
-я™. |
<и |
<4ад |
||||
|
0. |
Заготовка |
200 |
250 |
730 |
- |
22 |
- |
- |
- |
55,71 |
53,51 |
55,71 - 2а |
|
1. |
Точение: черновое |
50 |
50 |
44 |
40 |
0,3 |
2,36 |
4,86 |
4,46 |
51,15 |
50,85 |
51,15-0,3 |
|
2. |
чистовое |
25 |
25 |
29 |
0 |
0,19 |
0,29 |
0,78 |
0,59 |
50,56 |
50,37 |
50,56-0,19 |
|
Jfe |
Технологическая операция (переход) |
Элементы припуска, мкм |
||||||||||
|
Йг |
h |
Р |
8 |
|||||||||
|
3. |
Шлифование: черновое |
10 |
20 |
22 |
20 |
|||||||
|
4. |
чистовое |
5 |
15 |
15 |
0 |
|||||||
Далее проверяют прави схему расположения полей ведется на наруяолую поверхн
Допуски на промежуто проставляют так, чтобы они для поверхности 050 вала-ш
- после предваритель
- после чистового то
- после предваритель На последнем переход
чертеже детали 050,025^,016^ При расчете припуска расчетную табл. 4, в которую элементов припуска. В данно логическая и измерительные анализ нет необходимости. £5 = +2,1;£/=-1,1.
Заготовка для поковки фрезой, после высадки на Г ются на специальном фрезе шаблону.
На торец шестерни 7 бования по точности и шеро относительно оси центров н тость Ra<. 2,5мкм. Для дости довательно проходит черно черновое шлифование торца
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.