



Основными причинами выхода зубчатых передач из строя являются: по-ломка зубьев, выкрашивание активных поверхностей слоев зубьев, абразив-ный износ зубьев, пластические деформации зубьев и заедание.
Причинами поломок зубьев могут оказаться возникшие в процессе экс-плуатации перегрузки отдельных участков зубьев вследствие неравномернос-ти распределения нагрузки по ширине зубчатого венца из-за перекоса осей зубчатых колес, вызванного увеличением люфтов в подшипниках и шлице-вых соединениях, деформации осей и самих колес, а также различного рода производственных дефектов (раковин при отливке, трещин при термической обработке).
Увеличение изгибной прочности может быть достигнуто за счет прове-дения следующих мероприятий: увеличение площади опасного сечения. Что может быть получено , например при применении положительных смещений исходного контура или при применении нестандартных исходных контуров; увеличения радиуса кривизны переходных кривых у основания зуба с целью уменьшения величины местных напряжений; повышения механических ха-рактеристик материала зубчатых колес; применение механических, терми-ческих и химико-термических методов упрочнения поверхностей зубьев в зоне действия максимальных напряжений; увеличения точности изготовле-ния и монтажа передач, что существенно снижает динамические нагрузки.
Зубчатые колеса в зависимости от назначения и требований к прочности и надежности подвергаются различным видам термической и химико-терми-ческой обработки.
Наиболее широкое применение при производстве зубчатых колес полу-чили цементация, цианирование, азотирование, улучшение и закалка зубьев после индукционного или газоплазменного нагрева.
Технологический процесс термической обработки зубчатых колес состо-ит из предварительной термической обработки штамповок или паковок и окончательной термической или химико-термической обработки зубчатых колес после нарезания зубьев. В тех условиях, когда заданная твердость на зубьях колеса ниже НRC32, термическую обработку заготовки производят окончательно, до нарезания зубьев.
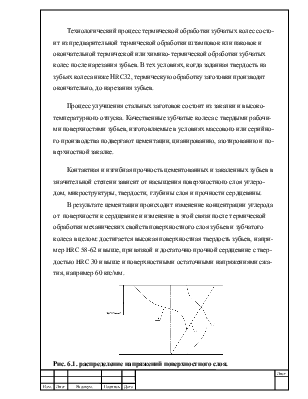
Процесс улучшения стальных заготовок состоит из закалки и высоко-температурного отпуска. Качественные зубчатые колеса с твердыми рабочи-ми поверхностями зубьев, изготовляемые в условиях массового или серийно-го производства подвергают цементации, цианированию, азотированию
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.