



Практическая работа №3
Определение суммарной погрешности обработки при проектировании технологической операции.
Цель работы: научится определять суммарную погрешность обработки при проектировании технологической операции.
Общие сведения.
Суммарная погрешность обработки
определяется по формуле ![]()
Где ![]() -
погрешности возникающая от упругих деформаций технологической системы.
-
погрешности возникающая от упругих деформаций технологической системы.
![]() - погрешность наладки станка.
- погрешность наладки станка.
![]() - погрешность установки в приспособлении.
- погрешность установки в приспособлении.
![]() - погрешность от износа режущего инструмента.
- погрешность от износа режущего инструмента.
![]() - погрешность от температурной деформации
технологической системы.
- погрешность от температурной деформации
технологической системы.
![]() - погрешность зависящая от геометрической неточности
станка.
- погрешность зависящая от геометрической неточности
станка.
Операционный эскиз.
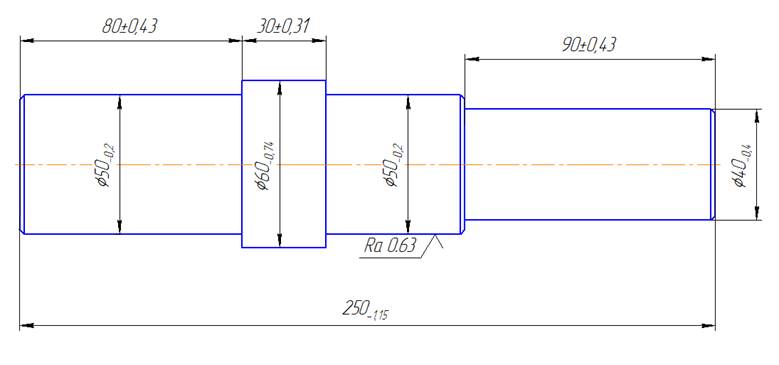
Ø50 – чистовое точение
Исходные данные:
1. Станок токарно – револьверный с наибольшим диаметром обработка ø60 мм.
2. Приспособление патрон трехкулачковый.
3. Резец проходной упорный с пластиной из стали Е15К6
4. Материал заготовки сталь 45.
Наиболее точный размер ø50 получаем чистовым точением после чернового.
Требуется определить суммарную погрешность обработки для ø50.
Определяем погрешность от упругих
деформаций технологической системы ![]() .Обработка ø50
ведется с револьверной головки. Для станка с наибольшим диаметром обработки
детали ø60 наибольшая деформация в системе шпиндельно-револьверная головка. При
нагрузке 2800Н составляет 240мкм.
.Обработка ø50
ведется с револьверной головки. Для станка с наибольшим диаметром обработки
детали ø60 наибольшая деформация в системе шпиндельно-револьверная головка. При
нагрузке 2800Н составляет 240мкм.
Определяем радиально составляющие силы резания.
![]()
Где Ср – коэффициент; x,y,n – степени; t – глубина резания мм; S – подча мм/об; υ – скорость резания м/мин Кр – поправочный коэффициент.
![]()
![]() - коэффициент зависящий от обрабатываемого материала.
- коэффициент зависящий от обрабатываемого материала.
![]() - коэффициент зависящий от главного угла в плане.
- коэффициент зависящий от главного угла в плане.
![]() – коэффициент зависящий от переднего угла резца.
– коэффициент зависящий от переднего угла резца.
![]() – коэффициент зависящий от угла наклона режущей
кромки.
– коэффициент зависящий от угла наклона режущей
кромки.
![]() – коэффициент зависящий от радиуса при вершине резца.
– коэффициент зависящий от радиуса при вершине резца.
![]()
Для стали 45 Ср = 243; х = 0,9; у = 0,6; n = -0,3
Кмр = 1(для стали 45) ![]() = 0,5;
= 0,5; ![]() = 1;
= 1; ![]() = 1;
= 1; ![]() = 1; Кр = 0,5
= 1; Кр = 0,5
Задаём размер получаемый после чернового точения ø51h14 то есть ø51-0,62
Следовательно глубина резания при чистовом точении
![]() = 0.5 мм
= 0.5 мм ![]() = 0,19 мм
= 0,19 мм
Назначаем величину подачи на оборот при чистовом точении S = 0,2 об/мин
Скорость резания определяем из формулы:
![]()
Где: Т – период стойкости(нормативный)
![]() - произведение коэффициентов
- произведение коэффициентов
![]()
Это поправочные коэффициенты на резание.
Км – поправочный коэффициент на материал обрабатываемой заготовки.
Ки – поправочный коэффициент на материал режущей части инструмента.
Кп – поправочный коэффициент на состояние обрабатываемой поверхности.
Кφ – поправочный коэффициент на величину главного угла в плане.
Кφ1 – поправочный коэффициент на величину вспомогательного угла в плане.
Кr - поправочный коэффициент на радиус при вершине резца.
Определяем эти величины
Принимаем нормальный период стойкости резца 60 минут.
Т = 60 мин; ![]() = 350; m = 0.2; х = 0,15; у = 0,2;
= 350; m = 0.2; х = 0,15; у = 0,2; ![]() = 1;
= 1; ![]() = 1;
= 1; ![]() = 1;
= 1; ![]() = 0,7;
= 0,7; ![]() = 1;
= 1; ![]() = 1
= 1
![]() =
= ![]()
Для полученных данных:
Pymax=10 * 243 * 0,50,9 * 0,20,6 * 165-0,3 * 0,5 = 53,58 Н
Pymin= 10 * 243 * 0,190,9 * 0,20,6 * 165-0,3 * 0,5 = 22,43Н
Ymax=
![]()
Ymin=
![]()
Δy= 4,59 – 1,92 = 2,67 мкм
Определяем Δεy (погрешность установки заготовки в приспособление):
![]()
![]() погрешность базировки
погрешность базировки
![]() погрешность
закрепления
погрешность
закрепления
погрешность приспособления
Принимаем, что обработка ведется в
одном приспособлении и ![]() учитывается при наладке.
учитывается при наладке.
Погрешность установки в
трехкулачковом патроне в радиальном направлении для заготовок с обработанной
базовой поверхностью с ![]() базы от 50 до 60 мм составляет 60
мкм:
базы от 50 до 60 мм составляет 60
мкм:
![]() = 60 мкм
= 60 мкм
Определяем погрешность наладки технологической системы на размер Δн:
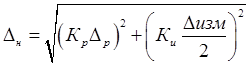
Кp =1,5
Ки =1
Δр – погрешность регулировки положения инструмента
Δизм – погрешность измерения
Принимаем способ установки инструмента по эталону с контролем положения с помощью металлического щупа. В этом случае Δр= 20 мкм
Погрешность измерения зависит от вида измерительного устройства и ограничивается допустимой погрешностью, составляющей 20-30 % от допуска.
В нашем случае допустимая погрешность 40 мкм, т.е:
Δизм= 40 мкм
![]()
IV. Определяем погрешность, вызванную износом режущего инструмента:
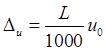
L- длина пути резания
и0 – относительный размерный износ

d – диаметр обрабатываемой поверхности
l – длина обрабатываемой пов-ти
S – подача на оборот
d= 50 мм, l= 50 мм, S= 0,2 мм
L= ![]()
Для резца из сплава Т15К6 при чистовом точении и0 = 7 мкм/км.
Тогда:
![]() мкм
мкм
V. Σф – погрешность, связанная с геометрическим положением станка. Для токарно-револьверного станка нормальной точности стоставляет 10 мкм.
VI. Определяем погрешность от температуры диффузий:
![]()
![]() суммарная
погрешность обработки без учета температурных деформаций.
суммарная
погрешность обработки без учета температурных деформаций.
![]()
Принимаем ΔТ= 0,1*71,63 = 7,1 мкм.
Сумманная погрешность обработки:
![]()
Проверка:
![]() < Td
< Td
74 мкм < 200 мкм
Вывод: в ходе данной практической работы мы на практике научились определять суммарную погрешность обработки при проектировании технологической операции.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.