Кинематическая схема станка (рис.2)
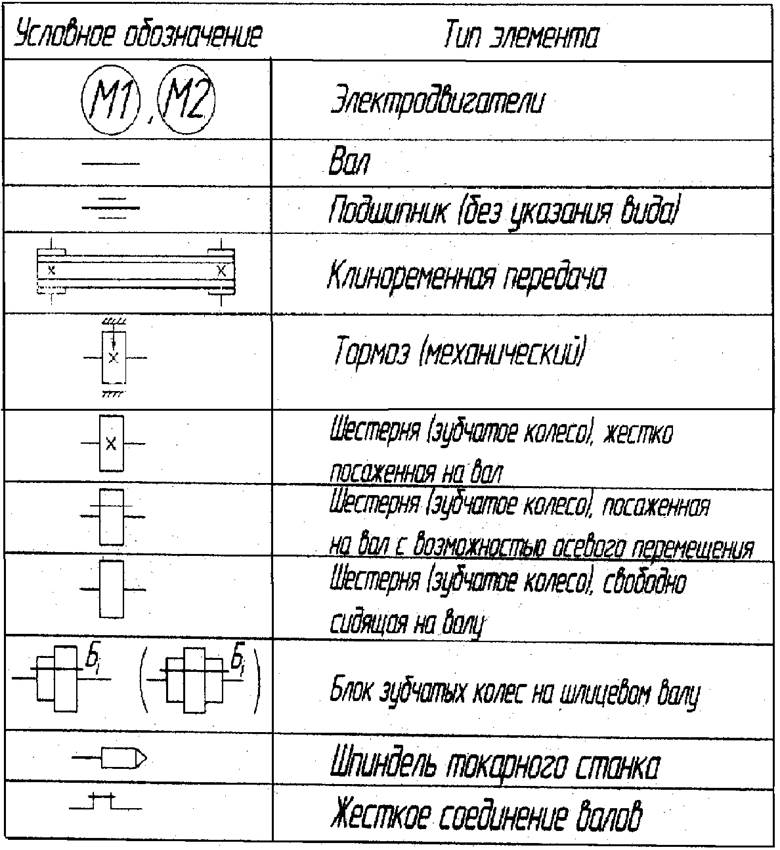
Для чтения схемы необходимо ознакомиться с условными обозначениями элементов кинематических схем, встречающихся в кинематической схеме данного станка (табл. 1).
Таблица 1
Таблица условных обозначений элементов в кинематической схеме станка
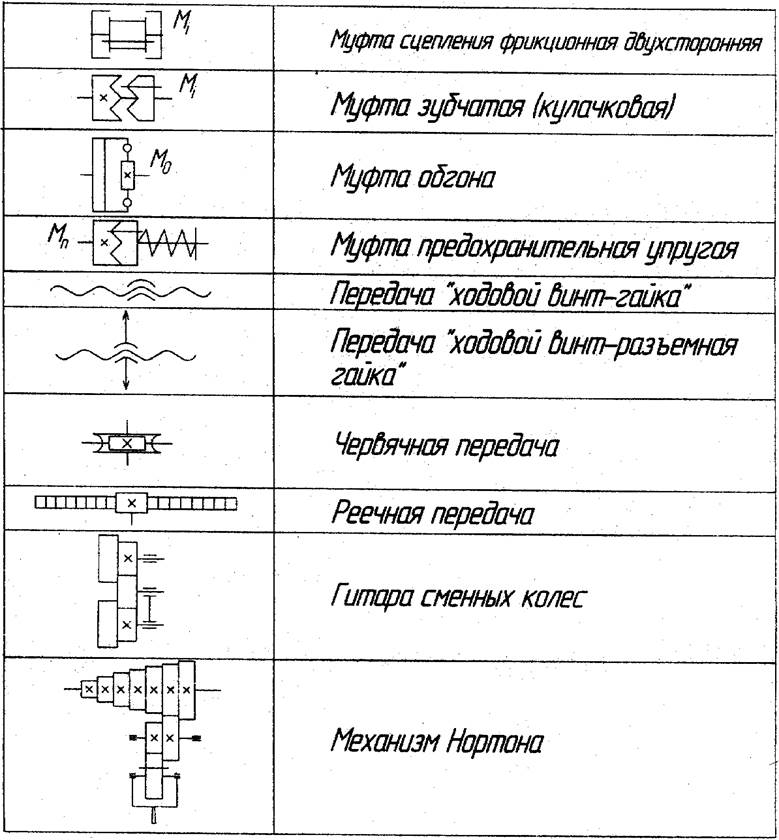
Продолжение таблицы 1
Главное движение осуществляется от электродвигателя мощностью 10 кВт с частотой вращения n = 1450 об/мин через клиноременную передачу d1 = 142 / d2= 254. На валу 1 коробки скоростей размещена двухсторонняя фрикционная муфта Mi предназначенная для плавного включения, выключения и реверсирования вращения шпинделя, управляемая рукоятками 17 или 20 (см. рис.1). При правом вращении шпинделя вал II получает две различные скорости вращения через двойной подвижный блок шестерен Б1 (передачи 56:34 и 51:39). При левом вращении валу II сообщается одна скорость через шестерни 50:24 и 36:38. Наличие тройного блока шестерен Б2 позволяет получить на валу III шесть правых и три левых скорости вращения.
Движение от вала III может быть передано либо непосредственно через зацепление 65:43, когда двойной блок шестерни Б5 включен влево (как показано на схеме рис 2), что дает 6 верхних ступеней частот вращения шпинделя-от 630 до 2000 об/мин, либо через механизм перебора, когда блок Б5 включен вправо (передача 27:54).
Движение на шпиндель передается через блоки Б3 и Б4 и валы IV и V. Числа зубьев блоков колес Б3 и Б4 имеют такие значение, при которых они передают от вала III к валу V не 24, а 18 различных чисел оборотов, т.к. из четырех передаточных отношений от вала III к валу V два передаточных отношения имеют одинаковые значения (1/4):
 (1)
(1)
Таким образом, шпиндель ГУ имеет 24 ступени частот вращения. Через перебор шпиндель получает три более низких диапазона чисел оборотов (200-630; 50-160; 12,5-40 об/мин) по шесть ступеней в каждом. Фактически же шпиндель имеет 23 различных частоты вращения, т.к. 630 об/ мин получается и через перебор и при прямом включении без перебора.
На валу III установлен тормоз, включение и выключение которого сблокировано с механизмом включения муфты М1.
Настройка цепи главного движения станка не требует каких-либо расчетов и состоит в переключении рукояток 4 и 1 в положения, соответствующие требуемому числу оборотов шпинделя (табл. 2).
Движение подачи режущего инструмента осуществляется от шпинделя на вал VII, непосредственно через передачу 60:60 (блок Б6 сдвинут влево), либо через перебор коробки скоростей (блок Б6 сдвинут вправо и его колесо Z=45 сцепляется с шестерней Z=45 вала III). В последующем случае вал III, в зависимости от положения блоков Б3, Б4 и Б5 может вращаться с частотой в 2, 8 или в 32 раза большей частоты вращения шпинделя. В этом случае блоки колес Б3, Б4 и Б5, используемое для получения шага Т>12мм. Передаточные отношения звена увеличения шага могут быть реализованы следующим образом:
 (2)
(2)
Таблица 2 Настройка цепи главного движения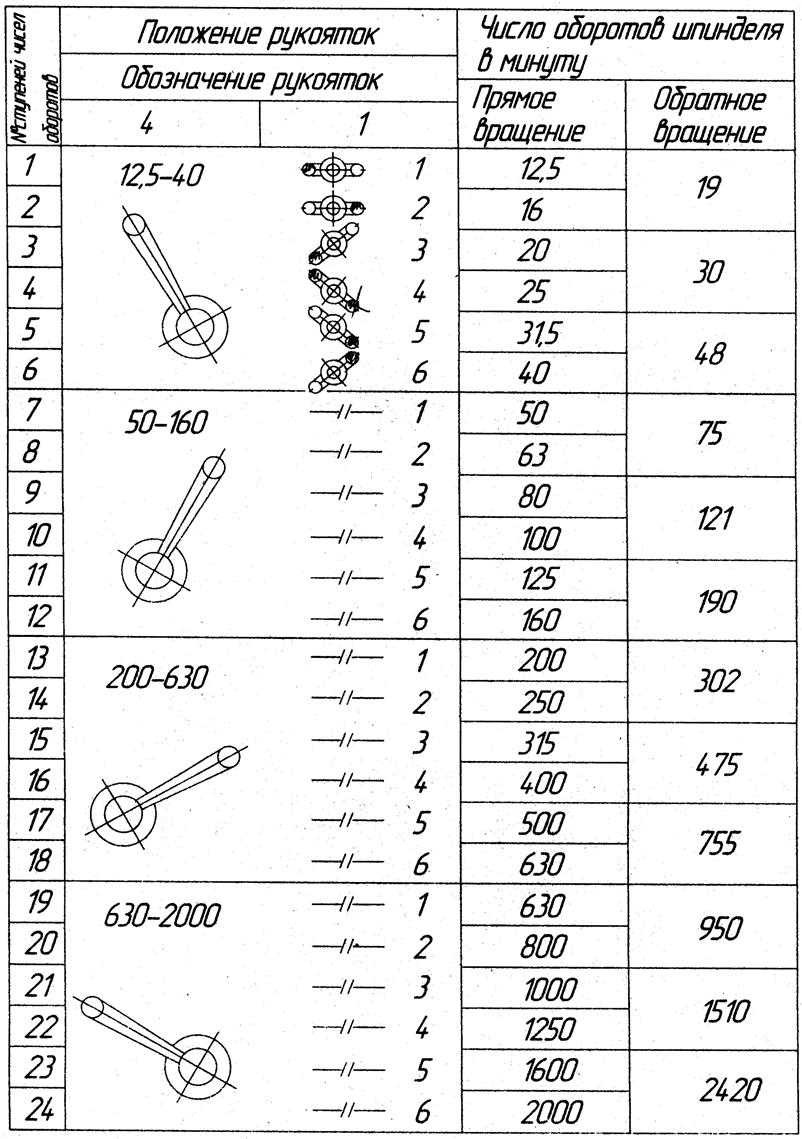
Управление блоком Б6 осуществляется рукояткой 2 (см. рис.1).
С вала VII на вал VIII движение передается через две прямые 42:42, 28:56 и одну обратную 35:28, 28:35 передачи образующие механизм, получивший название «трензель». Управление переключателем блока Б7 трензеля осуществляется рукояткой 3 (см. рис. 1). Таким образом, звено увеличения шага и трензель позволяют увеличить число оборотов VIII вала по сравнению с числом оборотов шпинделя в 2, 4, 8, 16 и 32 раза. При передаче же вращения на вал VIII непосредственно (через передачу 60:60) трензель может сохранить скорость вращения шпинделя (сохранив или изменив направление вращения) или же уменьшить ее в 2 раза.
Механизмы коробки подач получают движение от вала VIII через гитару сменных колес C1 или С2. Для получения подач, используемых при выполнении токарных работ и нарезании метрических и дюймовых резьб на приклоне гитары (см. рис.3 приложения 3) устанавливаются колеса А и Д с числом зубьев, соответственно, 42 и 50, а также колесо В с числом зубьев - 95. Для нарезания модульной и питчевой резьбы устанавливают колеса А и Д с числом зубьев, соответственно 64 и 97. При нарезании точных резьб и резьб, не приведенных в таблице станка используются колеса А', В', С', Д'.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.