




3. Конструкторская часть
3.1. Расчет и конструирование приспособления
3.1.1. Устройство и принцип действия приспособления
В данном дипломном проекте спроектировано приспособление для фрезерования контура и сверления отверстий детали на операцию комплексную, выполняемую на станке модели MACODEL M920. Приспособление автоматизировано.
Приспособление должно обеспечивать жесткость закрепления детали, центрирование детали и инструмента, исключающее увод сверла при обработке отверстия, удобство в работе и обслуживании.
Наибольшую долю вспомогательного времени составляет время на установку, закрепление и снятие обрабатываемой детали. Это время может быть значительно уменьшено за счет широкого внедрения и, быстродействующих станочных приспособлений, позволяющих быстро закреплять обрабатываемую деталь такие приспособления должны обеспечивать:
1) быстроту действия;
2) требуемую точность установки и надежность крепления обрабатываемых деталей;
3) применение незначительных усилий для приведения в действие зажимов, удобство и безопасность работы с приспособлениями;
4) возможно меньшие габариты приспособления;
Кроме того, в условиях единичного и мелкосерийного производства приспособления должны быстро перенастраиваться для обработки подобных деталей.
Приспособление работает следующим образом: Деталь базируется по торцу и плоскости, устанавливается специальными калибрами в вертикальном положении. Зажим осуществляется упором, который крепится на штоке пневмоцилиндра. Шток пневмоцилидра совершает поступательное движение под действием сжатого воздуха и передают тянущее усилие упору.
3.1.2. Определение необходимого и достаточного условий при закреплении в приспособлении
Найдем силу Ph, как наибольшую из составляющих сил резания действующих на приспособление.
Ph = 0,8хPz = 0,8х178 = 102,4 Н.
Тогда kхPz = Q
Где k –коэффициент запаса.
Q = 102,4х1,5 = 153 Н
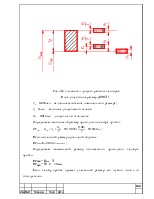
Необходимый диаметр поршня для пневматического устройства найдем по таблице VI.I [19] стр. 205.
Диаметр цилиндра 60 мм. Ход поршня по ГОСТ 6540-68 L = 50 мм.
Момент затяжки гайкой упора определятся по формуле

где f = 0,1 – 0,15 – коэффициент трения на торце гайки
j = 5-6о – угол трения в резьбовой паре
aр = 90о – угол подъема резьбы.
D и d – наружный т внутренний диаметры опорной гайки D = 40 мм d = 30 мм.

Проверим достаточные условия
290/0,00001= 29*104 Н/м2 £750*106Н/м2.
Определение погрешности установки.
eу – погрешность установки в приспособлении.
![]()
где eб – погрешность базирования (при несовмещении установочной и измерительной баз);
eз – погрешность закрепления (в результате смещения обрабатываемых поверхностей заготовок от действия зажимной силы);
eпр – погрешность приспособления (явл. следствием неточности изготовления станочного приспособления и износа его установочных элементов, а также неточности установки приспособления на станке). Если определение eпр затруднительно, ее учитывают входящей в погрешность закрепления, за исключением погрешности индексации при обработке на многопозиционных станках (eпр = 0,05 мм). Полную погрешность обработки, связанную с температурными деформациями, обычно определить не удается. Для операций с жесткими допусками (т.е. для чистовых) Dч = (0,1-0,15)d.
![]()
![]() ;
;
Погрешность базирования (eб) возникает за счет перекоса заготовки при установке ее на штырях приспособления в результате наличия зазора между пазами и штырями
Наибольший зазор:
![]()
Наибольший угол поворота заготовки на штырях:
![]()
Погрешность закрепления заготовки: eз =100 мкм.
![]()
Остаточная погрешность установки при чистовом фрезеровании:
![]()
3.1.3. Прочностной расчет наиболее нагруженных деталей.
Самым опасным местом, подвергающимся нагрузке, является резьба шпильки М12 по ее внутреннему диаметру.
Определим площадь поперечного сечения резьбы.
F=3,14*dвн2/4=3,14*10,1062/4=80,2мм2
Определим напряжение на разрыв, возникающее в резьбе во время закрепления детали:
dвр=W/F=156,52/80,2=1,95кгс/мм2
Допускаемое значение напряжения на разрыв:
[d вт]=70/2,1=33,3 кгс/мм 2
dвт=70кгс/мм2 – для стали 30ХН2МФА ГОСТ4543-71
dвр<[dвт]
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.