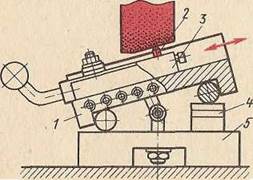
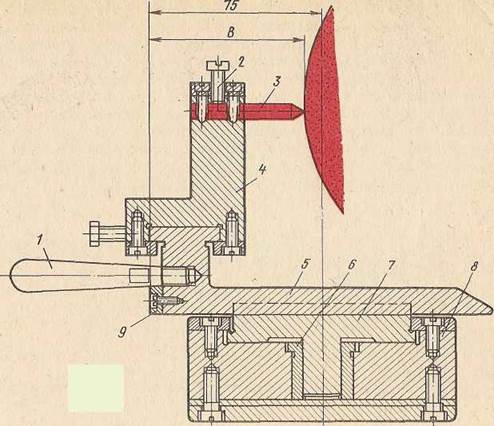
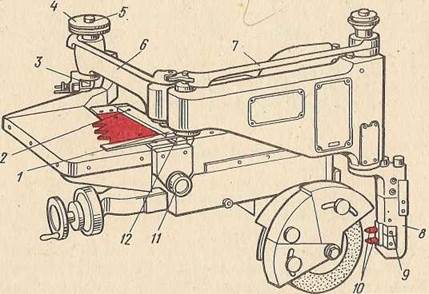
На практике широко используют приспособление для правки кругов по прямолинейной образующей (рис.2.5). Алмазный правящий инструмент 2 закрепляется на ползуне 3, который может перемещаться по направляющим 1, представляющим собой синусную линейку. Угол наклона этой линейки относительно основания 5 определяется высотой набора плоскопараллельных концевых мер 4. Приспособление устанавливается основанием 5 на магнитной плите плоскошлифовального станка. Для профилирования рабочей поверхности круга по дугам окружности применяют разнообразные приспособления, принцип работы которых можно рассмотреть на примере приспособления (рис.2.6). Алмазный правящий инструмент 3 с помощью винта 2 закрепляется на стойке 4, которая вместе с салазками 5 и диском 7 может поворачиваться относительно вертикальной оси втулки 6, запрессованной в отверстие плиты 8. Смещение правящего инструмента 3 относительно этой оси равно радиусу Rдуги, который требуется выдержать при правке. Это смещение контролируется размером В относительно упора 9, а именно: R = 75 — В, где R > 0 — радиус выпуклого профиля, R<0 —радиус вогнутого профиля на шлифовальном круге. Стойка 4 может перемещаться для установки алмаза вдоль оси круга по верхним направляющим салазок 5 и в радиальном направлении по направляющим диска 7. Поворот верхней части приспособления при правке осуществляют вручную с помощью рукоятки 1.
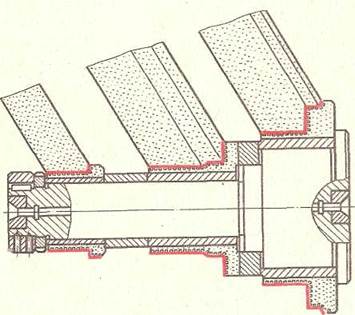
Широкое применение получили правящие приспособления с копирными устройствами (рис.2.7). В державке 8 закреплен блок 9 с двумя алмазными резцами 10, один из которых используется при предварительной правке, второй — при окончательной правке рабочей поверхности круга. Перемещение алмазного резца по контуру осуществляется пантографом с рычагами 7, 6 при перемещении оси 5 щупа 3 с маховичком 4 по профилю копира. Копир закрепляется на салазках 12, имеющих базовые детали в виде планки 1 и штифтов 2. Перемещение салазок 12 осуществляют вращением маховичка 11.
|
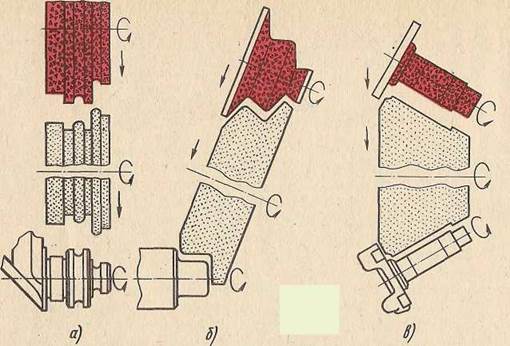
Рис. 2.3. Схема совмещенной правки рабочей поверхности круга алмазными роликами и шлифования: а - концевого участка вала, б — цилиндрического и двух торцовых участков вала, в — торцовых и цилиндрических поверхностей вала |
|
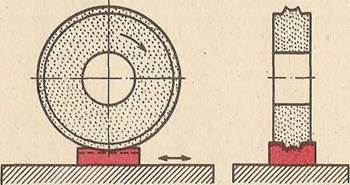
Рис. 2.4. Схема профильной правки Рис. 2.5 Приспособление для круга фасонным бруском правки прямолинейных участков рабочей поверхности круга.
Рис. 2.6. Приспособление для правки рабочей поверхности круга по дугам окружности
Рис. 2.7. Приспособление для профильной правки кругов по копиру с пантографным механизмом |
|
Рис. 2.2. Схема правки рабочих поверхностей кругов алмазными роликами для многокругового профильного шлифования разобщенных поверхностей цапфы заднего моста автомобиля |
|
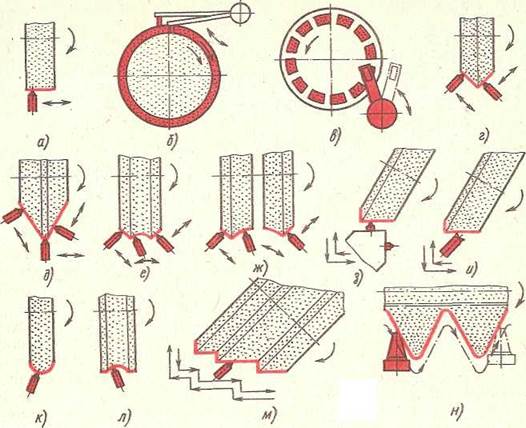
Рие. 2.1. Схемы правки рабочей поверхности кругов для профильного шлифования: алмазом в оправе (о, б, в, к, л), алмазным резцом (м, и), двумя или тремя алмазами (г, з, и, д, е, ж) |
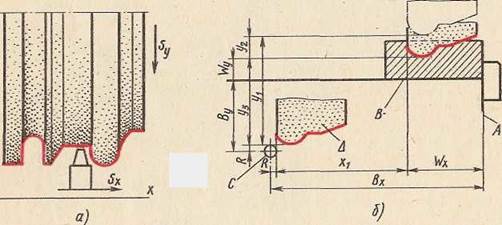
Профилирование рабочей поверхности круга на станках, оснащенных системами числового программного управления (ЧПУ), выполняется с одновременным перемещением по двум координатным осям. На плоскошлифовальном станке эти перемещения осуществляются за счет вертикальной подачи Syшлифовального круга (по оси у) и поперечной подачи Sх стола (по оси х), на котором закреплен правящий алмазный инструмент (рис.9.17, а). Перемещения осуществляются от управляемых сервомоторов постоянного тока с точностью 0,001 мм. При обработке точное позиционирование по координатам х и у шлифовального круга и обрабатываемой заготовки обеспечивается автоматически с помощью устройства ЧПУ.
|
Рис. 2.8. Правка рабочей поверхности круга (а) и наладка станка при профильном шлифовании на станке с ЧПУ (б) |
Взаимное расположение центра С сферы на кристалле алмаза и базовых плоскостей А и В на заготовке при ее установке на электромагнитной плите показано на рис.2.8, б и определяется размерами Вх и By. Размеры Wxи Wyсоответствуют рабочему чертежу детали. Величина взаимного перемещения круга и заготовки при позиционировании (из позиции правки в позицию шлифования) определяется координатами х1, и у1 а перемещение при врезной подаче —координатой у2.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.