|
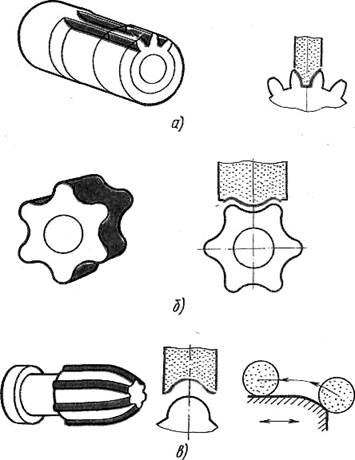
Рис. 1.3. Врезное профильное шлифование фасонных поверхностей с делением профилей при повороте пуансона (а), шестерни насоса (б), карданного вала и осевом перемещении по копиру (в) |
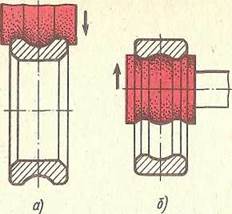
На рис. 1.4 показаны схемы шлифования по профилю внутреннего (рис.1.4, а) и наружного (рис.1.4, б, в) колец шарикоподшипников из штампованных заготовок без предварительной токарной обработки Заготовки обрабатываются методом врезного шлифования.
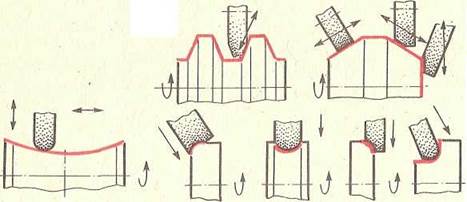
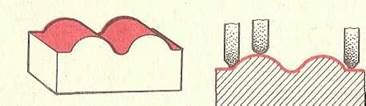
На рис. 1.5 приведены примеры абразивной обработки рабочих профилей валков для прокатных и трубоэлектросварочных станов. Рабочий профиль валков формируется либо по методу копирования, либо за счет перемещения рабочей поверхности кругов по траекториям, которые эквидистантны различным участкам образующей шлифуемого профиля.
На рис. 1.6 приведен пример обработки фасонной поверхности детали штампа на плоскошлифовальном станке, оснащенном системой ЧПУ. Заготовка закрепляется на электромагнитной плите, а перемещение для образования профиля осуществляется по программе от сервомоторов постоянного тока.
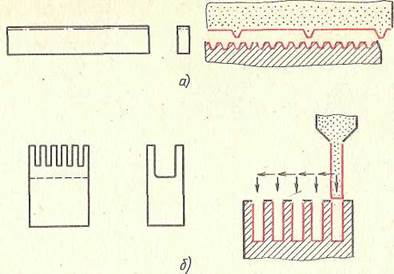
На рис. 1.7 приведено профильное шлифование с шаговой подачей на примере двух деталей: мелкомодульной зубчатой рейки (рис.1.7, а), боковые поверхности которой обрабатываются за шесть шаговых подач, и пресс-формы для изготовления рамок интегральных микросхем (рис.1.7, б), профиль которой состоит из пяти пазов и обрабатывается по методу врезного шлифования на глубину 5,8 мм и шаговой подачи, равной 2,5 мм.
|
Рис. 1.5. Примеры профильного шлифования рабочих ручьев валков прокатных станков |
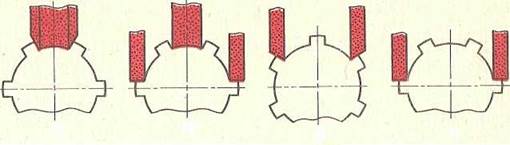
На рис. 1.8 показаны схемы шлифования элементов прямобочных шлицевых валов, у которых центрирование детали на валу осуществляется по внутреннему диаметру и боковым сторонам шлицев. Нa одношпиндельном шлицешлифовальном станке профиль шлицевого вала обрабатывают одним кругом, профиль рабочей поверхности которого образуют с помощью специального правильного устройства (рис.1.8, а). На специальных станках шлифование профиля вала осуществляют несколькими кругами одновременно (рис.1.8, б) или в две операции (рис.1.8, в, г).
|
Рис. 1.7. Схема профильного шлифования с шаговой подачей при обработке мелкомодульной зубчатой рейки (а) и прессформы для изготовления рамок с внешними выводами интегральных микросхем (б) |
|
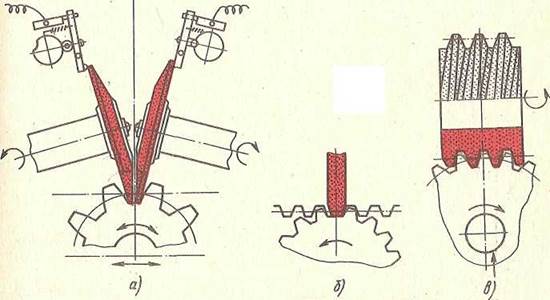
Рис. 1.9. Шлифование боковых поверхностей зубьев по методу обкатки двумя тарельчатыми кругами (а), одним конусным кругом (б) и абразивным червяком (в) |
На рисунке 1.9 приведены схемы шлифования зубьев колес по методу обкатки рабочей поверхности двух тарельчатых кругов (рис.1.9, а), одного круга с конической поверхностью (рис.1.9, б) и круга в виде абразивного червяка (рис. 1.9, в). Профиль этих кругов представляет производящий исходный контур рейки, а механизм обкатки станка имитирует его взаимодействие с боковыми поверхностями шлифуемых зубьев при работе зубчато-реечного механизма.
|
|
|
|
Рис. 1.4. Схема врезного профильного шлифования внутреннего (а) и наружного (б, в) колец шарикоподшипника кругами, рабочая поверхность которых правится алмазными роликами |
|
|
а) б) в) в) Рис. 1.8 Схема шлифования боковых поверхностей шлицевых валов |
2. ПРАВКА РАБОЧЕЙ ПОВЕРХНОСТИ
ШЛИФОВАЛЬНЫХ КРУГОВ
|
Рис. 1.6. Схема эквидистантного шлифования профиля детали штампа |
Приведенные примеры показывают, что при профильном шлифовании точность формы шлифуемых поверхностей зависит от формы рабочей поверхности шлифовального круга и параметров шлифовального станка. Профиль и рельеф рабочей поверхности на шлифовальном круге получают в процессе правки. Широкое применение для профильной правки круга получили следующие методы и алмазные инструменты: точение алмазами в оправе, алмазными карандашами и алмазными резцами (рис.2.1); шлифование алмазными роликами с врезной и тангенциальной подачами (рис.2.2; 2.3); правка алмазным фасонным бруском (рис.2.4) и алмазными гребенками.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.