Погрешность
![]() по каждому координатному направлению не
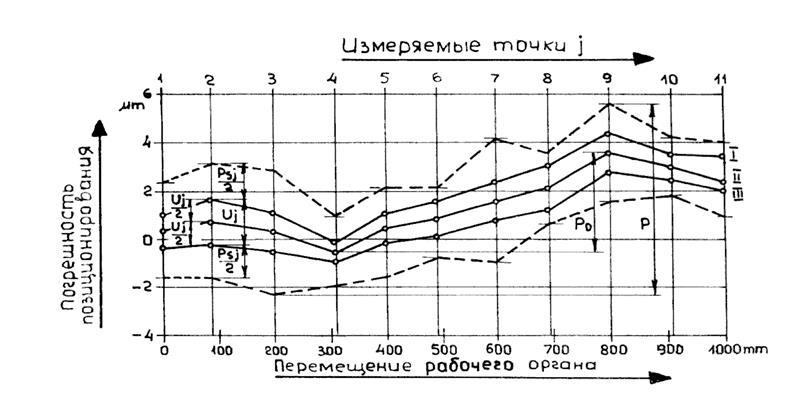
остается постоянной в пределах всей длины перемещения рабочих органов. Ее изменение
представлено на рисунке 11.4. На графиках (рис. 11.4) : величина Ро
определяет минимальную систематическую погрешность позиционирования; Р -
максимальную погрешность позиционирования; величина Рsj = 6Sj
- позиционный разброс.
по каждому координатному направлению не
остается постоянной в пределах всей длины перемещения рабочих органов. Ее изменение
представлено на рисунке 11.4. На графиках (рис. 11.4) : величина Ро
определяет минимальную систематическую погрешность позиционирования; Р -
максимальную погрешность позиционирования; величина Рsj = 6Sj
- позиционный разброс.
Приведенные выше параметры наиболее объективно характеризуют точность позиционирования по каждой из осей координат станка с ЧПУ.
|
Рис. 11.4. Графическое представление погрешности позиционирования в зависимости от длины перемещения рабочего органа. |
Естественно, что эти параметры могут быть установлены для каждого изготов ленного станка путем проведения его испытаний и аттестации.
Точность
позиционирования, а следовательно и точность обработки, может быть повышена за
счет компенсации систематических погрешностей позиционирования Ро
путем введения соответствующей коррекции в размер статической настройки по
специально заложенным с системы ЧПУ алгоритмам, отражающим закономерность изменения
Ро по каждой управляемой координате в зависимости от длины
перемещения. Аналогично можно компенсировать погрешности датчика
позиционирования и другие систематические погрешности станка с ЧПУ. Можно
принять меры и к компенсации средних погрешностей позиционирования![]() и
и ![]() , когда
рабочий орган движется в каком-то одном (положительном
, когда
рабочий орган движется в каком-то одном (положительном ![]() или
отрицательном
или
отрицательном ![]() ) направлении. Компенсировать же
позиционный разброс Рsj не представляется возможным.
) направлении. Компенсировать же
позиционный разброс Рsj не представляется возможным.
Таким образом, точность обработки на станке с ЧПУ нового поколения может быть повышена за счет управления его систематическими и случайными погрешностями. Назовем ее системой компенсации погрешностей станка (СКПС). Применение СКПС обеспечивает увеличение точности позиционирования в 2 раза. В общем случае СКПС представляет собой набор соответствующих алгоритмов (их число примерно равно числу компенсируемых погрешностей), жестко заложенных в память устройства ЧПУ и воздействующих на специально предусмотренный в конструкции станка блок коррекции привода (БКП). СКПС вносит коррекцию в движение рабочих органов станка в зависимости от координат расположения их в рабочей зоне, нагрузки, температуры, вибрации и т.д.
3. Пути управления точностью обработки на МЦС с ЧПУ
Анализ полученной структуры формирования размерных связей на МЦС с ЧПУ позволяет сделать вывод, что основными причинами низкой точности обработки на МЦС с ЧПУ являются:
1. Накопление погрешностей, обусловленное многозвенными размерными связями, образующимися как в процессе установки заготовки на станок, так и в процессе размерной настройки станка и инструмента.
2. Погрешности станка.
3. Колебание размера динамической настройки.
Повышение точности обработки может быть достигнуто двумя путями:
Первый путь - уменьшение величины всех составляющих погрешностей. Этот путь предполагает изготовление и эксплуатацию более точных приспособлений, спутников, зажимных приспособлений (адаптеров), прецизионных приборов для настройки инструмента и другой контрольной оснастки. Очевидно, что это вызовет повышение себестоимости обработки и не приведет к резкому сокращению погрешностей, так как все основные этапы формирования размерных связей сохраняются и процесс накопления погрешностей продолжает действовать.
Второй путь является наиболее перспективным. Для его реализации на МЦС с ЧПУ необходимо создавать четырехконтурную систему автоматического управления точности обработки:
1-й контур - система настройки инструмента (СНИ), реализующая управление размером статической настройки (АС).
2-й контур - система компенсации погрешностей установки (СКПУ), реализующая управление размером установки (АУ).
3-й контур - система адаптивного управления (САУ), реализующая управление размером динамической настройки упругими перемещениями технологической системы (АД).
4-й контур - система компенсации погрешностей станка (СКПС).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.