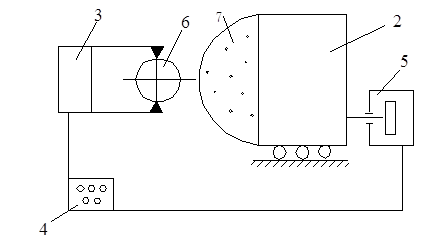
Автотолераторы контролируют изделие в процессе обработки (рис.4.11). Размер изделия контролируется первичным преобразователем, который установлен в трехконтактной скобе 3. По мере съема припуска с детали 6 преобразователь 3 через блок управления 4 подает сигнал исполнительному устройству станка 5 на изменение режима обработки, т.е. на переход от чернового на чистовое шлифование и затем на выживание. По достижении деталью заданного размера станок автоматически отключается. О размере детали во время обработки можно судить или по показанию стрелки шкального прибора, или по показанию цифровой индикации.
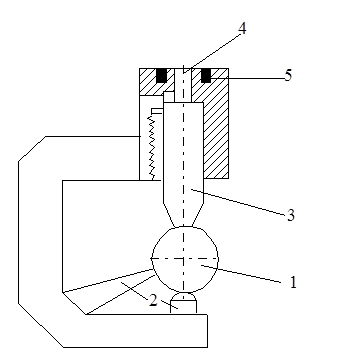
Основным узлом автотолератора является измерительная скоба (рис.4.12). Измерительная трехконтактная скоба состоит из двух неподвижных контактов 2 и одного подвижного 3, конец которого является сердечником индуктивного преобразователя 4. При перемещении сердечника изменяется индуктивное сопротивление катушки 5, которое регистрируется в блоке управления и вырабатывается необходимый управляющий сигнал.
|
1 – шлифовальный круг 2 – шлифовальная бабка 3 – измерительное устройство (скоба) 4 – блок управления 5 – исполнительный механизм 6 – обрабатываемая деталь |
|
Рис.4.11. Принципиальная схема работы автоталератора
|
1 – обрабатываемая деталь 2 – неподвижные контакты 3 – подвижный контакт 4 – индуктивный преобразователь 5 - катушки |
|
Рис. 4.12. Принципиальная схема измерительной
трехконтактной скобы.
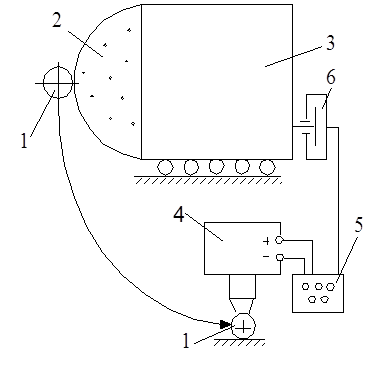
Автоподналадчик (рис.4.13) обычно характеризуется контролем изделия после обработки. По полученному сигналу измерения вырабатывается управляющий сигнал на подналадку системы.
Современные автоматические станки и линии все шире оснащаются устройствами активного контроля.
|
1 – деталь 2 – шлифовальный круг 3 – шлифовальная бабка 4 – преобразователь 5 – блок управления 6 – исполнительный механизм |
|
Рис. 4.13. Принципиальная схема автоподналадчика.
4.9. Контроль изделий по заданной программе.
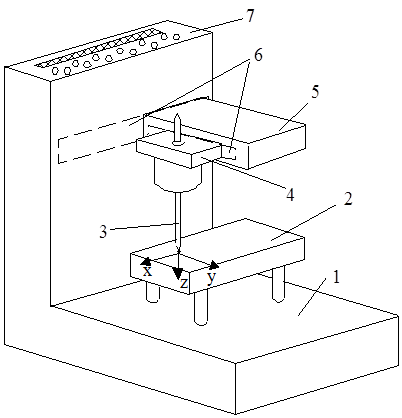
Значительное повышение производительности контроля изделий сложной формы (турбинных лопаток, коноидов, кулачков, судовых винтов, корпусов и т.д.) можно достичь, используя методы программного управления полуавтоматическими трехкоординатными измерительными машинами. На подобных машинах можно контролировать до 90% продукции общего машиностроения, однако в массовом производстве, специализированные автоматы использовать более целесообразно. Координатные машины (рис.4.10) имеют измерительную головку 4 со сменным наконечником 3, станину 1, жесткую раму 5, перемещающуюся вместе с головкой по направляющим 6 для установки измерительного наконечника в заданное по двум или трем осям координат положение. В ряде координатных машин деталь устанавливают в заданное положение с помощью перемещающегося стола 2. Однако такие машины имеют слишком большие габариты. Перемещения головки или стола отсчитывается с помощью специальных автоматических отсчетных устройств (например, растров) и фиксируются автоматической цифропечатающей машиной на ленте или перфокарте. При появлении недопустимых отклонений цвет цифр меняется, что позволяет быстро найти число и координаты дефектных участков. Траектория движения и скорость перемещения измерительной головки задается от программно-управляющего пульта 7.
|
1 – станина 2 – стол 3 – сменный наконечник 4 – измерительная головка 5 – рамка 6 – направляющие 7 – програмно-управляющий пульт |
|
Рис. 4.14. Принципиальная схема трехкоординатных
измерительных машин
Использование программного управления позволяет не только проводить измерения в отдельных точках, но и непрерывно "ощупывать" всю поверхность. Счетно-решающая часть координатной машины обрабатывает результаты измерений для вычислений определенных параметров (например, межцентровых расстояний по координатам четырех точек отверстий), пересчитывает значения параметров от других баз (например, от технологических), составляет протокол испытаний, печатая в нем все необходимые сведения о требуемых контролируемых параметрах, их действительных значениях и т.д., составляет новые программы для деталей или их макетов оригинальной формы, что позволяет ускорить процесс измерения последующих подобных деталей. Значительного увеличения точности и производственных возможностей подобных машин можно достичь путем использования в них принципов самонастройки (например, для коррекции исходной программы с целью исключения систематической погрешности измерения) и адаптации к заранее неизвестной конфигурации контролируемой детали путем использования предварительных пробных движений измерительной головки. Размеры контролируемой детали обычно не превышают 0,5¸10 м, а погрешности измерений (перемещения кареток) находятся в пределах 2¸6 мкм (для интервала размеров 0,5¸1 м) и 0,05¸0,2 мм (для интервала размеров 5¸10 м).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.