




















































площадь поперечного сечения с моментом инерции соответственно J1 и J2;
 ;
;
![]() - суммарная длина участков с моментом инерции J2.
- суммарная длина участков с моментом инерции J2.
В связи с большой высотой формы ее расчет при диагональном опирании не производится и жесткость С не вычисляется.
3.1.4. Определение деформаций формы
Выгиб формы с учетом того, что расчетные жесткости имеют разные значения определяем по формуле:
 ,
(3.21)
,
(3.21)
где

Сближение упоров на уровне оси напряженной арматуры
 ,
(3.22)
,
(3.22)
где
 ,
,

![]()
В связи с небольшим значением силы N проверка по несущей способности (устойчивости) не производится.
3.1.5. Расчёт бортов
Борт рассчитываются в варианте с замкнутым профилем. Для борта замкнутого профиля, изображённого на рис. 3.4 момент инерции при свободном кручении определяется:
 ,
(3.23)
,
(3.23)
где S1 и S2 – ширина и высота сечения (в осях);
δ1 и δ2 – соответствующие им толщины листов.
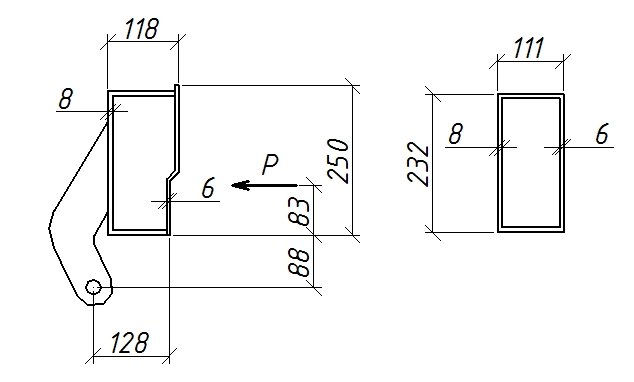
Рисунок 3.4 – Борт замкнутого профиля и его расчётное сечение
Учитывая сварку листов прерывистым швом, в расчётную формулу вводится величина Jк = 0,9 ∙ 2780 = 2502 см4, где 0,9 – понижающий коэффициент при lш/l = 0,75.
Расстояние от точки приложения давления ![]() до низа борта при свободном колебании и k3 = 1 определяется:
до низа борта при свободном колебании и k3 = 1 определяется:
 ,
(3.24)
,
(3.24)
где kз – коэффициент определяющийся геометрией формы (kз=1).
Расстояние от той же точки до оси шарниров
![]() (3.25)
(3.25)
Прогиб борта на уровне его верха рассчитывается по формуле:
 ,
(3.26)
,
(3.26)
где ν = 0,128 по табл.8.1 [4];
l – расчётный пролёт борта;
r– эксцентриситет
приложения силы ![]() относительно оси шарниров;
относительно оси шарниров;
h1 – расстояние от оси шарниров до низа борта;
Jк – момент инерции сечения при свободном кручении;
G – модуль сдвига.
 .
.
3.1.6. Выводы по расчётам
По результатам расчёта, форма для изготовления плиты покрытия размерами 5970×1490×250 мм, должна обладать следующими характеристиками:
1) Внутренние размеры формы:
- bф= 1488±2,5 мм;
- lф = 5964±4,5 мм;
- hф= 244,5±1 мм;
2) Расчётная жёсткость при деформации от силы N 96,5×1011 Н·м;
3) Расчётная жёсткость при деформации от вертикальной нагрузки 87,5×1011 Н·м;
4) Выгиб формы с учётом того, что расчётные значения имеют разные значения ув=0,025 см;
5) Сближение упоров на уровне оси напряжённой арматуры Δl =0,018 см;
6)
Прогиб борта на уровне его верха ![]() 0,04 см.
0,04 см.
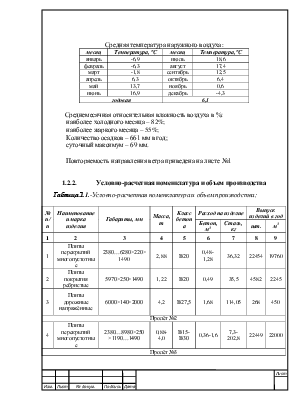
Технологическая карта на изготовление колонн прямоугольных железобетонных разработана в соответствии с требованиями:
- РДС 1.01.13-99 «Порядок разработки, согласования и утверждения технологической документации на предприятиях промышленности строительных материалов и строительной индустрии»;
- СНиП 3.09.01-85 «Производство сборных железобетонных конструкций и изделий»;
- Технологическая карта является документом, определяющим технологические процессы складирования и хранения сырьевых материалов, формования, тепловой обработки, распалубки, доводки и хранения изделий при изготовлении колонн, обязательна для всех служб завода и рабочих, занятых производством изделий. Технологическая карта определяет операции и приемы, связанные с изготовлением изделий, устанавливает правила их перемещения, хранения, методы контроля и испытания, регламентирует требования к складированию.
Технологическая карта разработана с учетом передового опыта, соответствует достигнутому на заводе уровню организации производства железобетонных изделий и управления качеством, предусматривает разделы:
- общие положения;
- складирование и хранение сырьевых материалов;
- требования к применяемым материалам;
- требования к бортоснастке для изготовления колонн прямоугольных;
- подбор номинального состава бетона и назначение рабочего состава бетонной смеси;
- технологический процесс изготовления арматурных каркасов;
- технологический процесс изготовления бетонной смеси;
- технологический передел изготовления колонн прямоугольных;
- карта контроля технологических операций и технологических режимов;
- приемка готовых изделий;
- складирование и хранение изделий.
В процессе совершенствования технологии и изменений нормативно-технической документации в технологическую карту вносятся соответствующие изменения и оформляются по ГОСТ 2.503-90.
Колонны прямоугольные железобетонные (далее колонны), должны соответствовать требованиям СТБ 1178-99 «Колонны железобетонные
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.