Стандартизация и контроль качества
Степень стандартизации при конструировании приспособлений и инструментальных блоков металлорежущих станков определяется соответствующими коэффициентами, влияющими на надежность работы оборудования и его себестоимость. Чем выше степень стандартизации, тем выше серийность производства всего приспособления.
Коэффициент унификации (стандартизации) проектируемых приспособлений и блоков:
К=Q¢/ Q ;
Где: Q¢- количество стандартных изделий применимых при изготовлении приспособления;
Q- общее количество изделий, применяемых в конструкции присособления.
Резулитаты расчетов сведем в таблицу
|
Изделие |
Коэффициент унификации |
|
Блок расточной |
1.0 |
|
Блок сверлильный |
1.0 |
|
Кондуктор |
0.63 |
|
Кондуктор поворотный |
0.35 |
|
Головка многошпиндельная |
0.82 |
|
Токарное приспособление |
0.68 |
|
Приспособление контрольное |
0.5 |
Перечень используемых при конструировании механизированных приспособлений материалов стандартизаци сведем в таблицу.
|
Наименование стандарта |
Перечень номеров стандартов |
|
Номинальные линейные и угловые размеры |
ГОСТ 6636-87 ГОСТ 8908-78 |
|
Значение модулей зубчатых колес |
ГОСТ 9563-60 |
|
Винты |
ГОСТ 14477-75 ГОСТ 11738-72 ГОСТ 1491-72 ГОСТ 17475-72 |
|
Болты с шестигранной головкой |
ГОСТ 7798-70 |
|
Крышки торцовые глухие |
ГОСТ 18511-73 |
|
Крышки торцовые с отверстием |
ГОСТ 18512-73 |
|
Кольцо стопорное |
ГОСТ 11648-75 |
|
Шпонки призматические |
ГОСТ 26360-78 |
|
Гайка шестигранная |
ГОСТ 5915-70 |
|
Шайбы круглые |
ГОСТ 11371-78 |
|
Шайбы пружинные |
ГОСТ 6402-70 |
|
Штифт цилиндрический |
ГОСТ 3128-70 |
|
Подшипники шариковые радиальные однорядные |
ГОСТ 8338-75 |
|
Подшипники шариковые упорные одинарные |
ГОСТ 6874-75 |
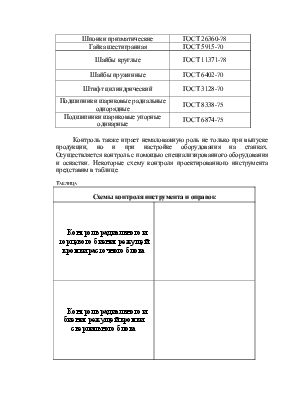
Контроль также играет немаловажную роль не только при выпуске продукции, но и при настройке оборудования на станках. Осуществляется контроль с помощью специализированного оборудования и оснастки. Некоторые схему контроля проектированного инструмента представим в таблице.
Схемы контроля инструмента и оправок |
|
|
Контроль радиального и торцевого биения режущей кромки расточного блока |
|
|
Контроль радиального и биения режущей кромки сверлильного блока |
|
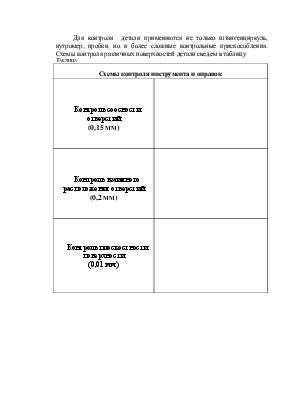
Для контроля детали применяются не только штангенциркуль, нутромер, пробки, но и более сложные контрольные приспособления. Схемы контроля различных поверхностей детали сведем в таблицу
Схемы контроля инструмента и оправок |
|
|
Контроль соосности отверстий (0,15 мм) |
|
|
Контроль взаимного расположения отверстий (0,2 мм) |
|
|
Контроль плоскостности поверхности (0,01 мм) |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.