






Содержание
Введение………………………………………………………………………... 3
1. Анализ исходных данных…………………………………………………….... 4
1.1 Анализ рабочего чертежа…………………………….…………………… 4
1.2 Данные по обрабатываемому материалу…………..………………….…. 4
1.3 План обработки детали…………………………………………………… 4
2. Разработка схемы базирования………………………….…………………….. 5
3. Выбор оборудования и инструмента для разрабатываемой операции……... 6
4. Расчеты и разработка общего вида………….……………………………….... 7
4.1 Расчет режимов резания……………………………………………….….. 7
4.2 Расчет сил зажима…………………………………...…………………….. 9
4.3 Расчет точности………………………………………………………….… 9
4.4 Расчет прочности………………………………………………………….. 9
5.Описание приспособления…………..……………………………………….... 10
5.1 Назначение приспособления……………………………………………... 10
5.2 Состав приспособления…………………………………………………... 10
5.3 Описание принципа работы……………………………………………… 10
Заключение…………………………………………………………………….. 11
Список литературы………………………………………………………….… 12
Введение
В данном курсовом проекте выполняется выбор технологической оснастки и режущего инструмента по эскизу детали задания. В ходе разработки технологической оснастки был сделан силовой расчёт сил фрезерования и прочностной расчёт оснастки.
Предметом исследования и разработки в технологии машиностроения являются виды обработки выбор заготовок, качество обрабатываемых поверхностей, точность обработки и припуски на неё, базирование заготовок, качество:
- способы механической обработки поверхностей плоских, цилиндрических, сложнопрофильных и др.;
- методы изготовления типовых деталей – корпусов, валов, зубчатых колёс и др.;
- процессы сборки (характер соединения деталей и узлов, принципы механизации автоматизации сборочных работ);
- конструирование приспособлений.
1 Анализ исходных данных
1.1 Анализ рабочего чертежа
Конструкция детали технологична. Тип производства – мелкосерийный. Для фрезерования паза целесообразно применять специальное приспособление. Деталь имеет цилиндрическую форму. Она изготовлена из углеродистой конструкционной стали Ст5 ГОСТ 380-74.
1.2 Данные по обрабатываемому материалу
Таблица 1 – Химические свойства стали 5, ГОСТ 380-74
|
С, % |
Mn, % |
Si, % |
S, % |
P, % |
Cu, % |
Ni, % |
|
0,28-0,37 |
0,50-0,80 |
0,15-0,35 |
0,05 |
0,04 |
0,25 |
0,3 |
Таблица 2 – Механические свойства стали 5, ГОСТ 380-74
|
σт, МПа |
σв, МПа |
|
НВ, МПа |
|
26 |
50 |
17 |
179 |
1.3 План обработки детали
005 Заготовительная
010 Токарная
015 Фрезерная
020 Контрольная
2 Разработка схемы базирования
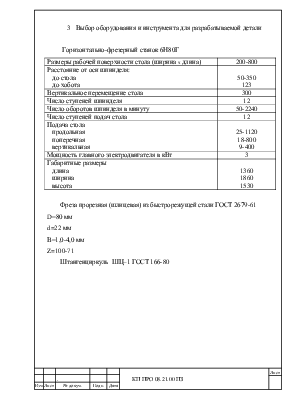
3 Выбор оборудования и инструмента для разрабатываемой детали
Горизонтально-фрезерный станок 6Н80Г
|
Размеры рабочей поверхности стола (ширина х длина) |
200-800 |
|
Расстояние от оси шпинделя: до стола до хобота |
50-350 123 |
|
Вертикальное перемещение стола |
300 |
|
Число ступеней шпинделя |
12 |
|
Число оборотов шпинделя в минуту |
50-2240 |
|
Число ступеней подач стола |
12 |
|
Подача стола продольная поперечная вертикальная |
25-1120 18-800 9-400 |
|
Мощность главного электродвигателя в кВт |
3 |
|
Габаритные размеры длина ширина высота |
1360 1860 1530 |
Фреза прорезная (шлицевая) из быстрорежущей стали ГОСТ 2679-61
D=80 мм
d=22 мм
В=1,0-4,0 мм
Z=100-71
Штангенциркуль ШЦ–1 ГОСТ 166-80
4 Расчеты и разработка общего вида
4.1 Расчет режимов резания
При фрезеровании скорость резания, м/мин, рассчитывается по следующей эмпирической формуле
 ,
,
где СV, m, Xv, Yv, qv, Иv, Wv – эмпирический коэффициент и показатели степени для стандартных условий обработки;
Т – период стойкости резца, мин;
t – глубина резания, мм;
s – подача, мм/об;
В – ширина фрезерования, мм;
D – диаметр фрезы, мм;
Z – количество зубьев фрезы;
KV – поправочный коэффициент,
![]()
где KMv – коэффициент, учитывающий влияние обрабатываемого материала;
KПv – коэффициент, учитывающий состояние поверхности заготовки;
KИv – коэффициент, учитывающий влияние инструментального материала,
![]()
 м/мин.
м/мин.
По расчетной скорости определяем требуемую частоту вращения шпинделя станка, об/мин
 ,
,
где D – диаметр фрезы,
 об/мин
об/мин
По паспортным данным станка подбираем ближайшее к расчетному, меньшее, паспортное значение частоты вращения шпинделя и определяем фактическую скорость резания, м/мин
 м/мин
м/мин
Окружная сила при фрезеровании рассчитывается по формуле
![]()
где СР, Xр, Yр, Ир, qp – эмпирические коэффициент и показатели степени;
KР – поправочный коэффициент,
учитывающий фактические условия резания, ![]() ,
,
![]() кгс
кгс
Сила подачи равна
![]() кгс
кгс
Эффективную мощность резания определяем по формуле
 кВт
кВт
Потребная мощность на шпинделе станка
где ![]() - к.п.д. станка, равный 0,75-0,85
- к.п.д. станка, равный 0,75-0,85
 кВт
кВт
Коэффициент использования станка по мощности, %
где ![]() - мощность главного
электродвигателя выбранного станка.
- мощность главного
электродвигателя выбранного станка.
4.2 Расчет сил зажима


4.3 Расчет точности
Исходя из схемы базирования, погрешность базирования будет равна:

4.4 Расчет прочности
При расчете на прочность рассчитываем рукоятку на изгиб.
5 Описание приспособления
5.1 Назначение приспособления
Восьмиместное приспособление применяется при фрезеровании пазов и предназначено для базирования заготовок наружной цилиндрической поверхностью (двойная направляющая база; опорные точки 1, 2, 3, 4), плоскостью (опорная база, опорная точка 5) и для закрепления заготовки силой Р.
5.2 Состав приспособления
Корпус, рукоятка, ползун, винт, плунжера, прижим, опорная пластина, призма.
5.3 Описание принципа работы
В приспособлении заготовка двойной направляющей базой устанавливается на призму 1 (опорные точки 1, 2, 3, 4), опорной базой опирается на опорную пластину 2 (опорная точка 5). Закрепление заготовки осуществляется прижимом 3 с помощью винта 4, системы каналов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.