Доклад
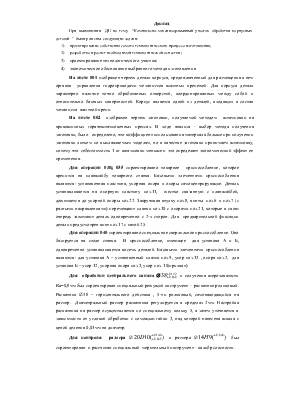
При выполнении ДП на тему “Комплексно-механизаровынный участок обработки корпусных деталей ” были решены следующие задачи:
1) проектирование собственно самого технологического процесса изготовления;
2) разработка и расчет необходимой технологической оснастки;
3) проектирование технологического участка;
4) экономическое обоснование выбранного метода изготовления
На листе 001 изображен чертеж детали корпуса, предназначенный для размещения в нем органов управления гидроприводами механизмов шахтных крепежей. Для корпуса детали характерно наличие точно обработанных отверстий, координированных между собой и относительно базовых поверхностей. Корпус является одной из деталей, входящих в состав механизма шахтной крепи.
На листе 002 изображен чертеж заготовки, получаемой методом штамповки на кривошипных горячештамповочных прессах. В ходе анализа - выбор метода получения заготовки, было определено, что коэффициент использования материала больше при получении заготовки литьем по выплавляемым моделям, но в качестве заготовки принимаем штамповку, потому что себестоимость 1 кг штамповки меньше и это определяет экономический эффект ее применения.
Для операции 030; 035 спроектировано токарное приспособление, которое крепится на планшайбу токарного станка. Базовыми элементами приспособления являются: установочная пластина, упорная опора и опоры самоцентрирующие. Деталь устанавливается на опорную пластину поз.11, жестко связанную с планшайбой, дожимается до упорной опоры поз.22. Закручивая втулку поз.8, винты поз.6 и поз.7 (с разными направлениями) перемещают планки поз.10 с опорами поз.21, которые в свою очередь зажимают деталь одновременно с 2-х сторон. Для предварительной фиксации детали предусмотрен винт поз.17 с пятой 25.
Для операции 040 спроектировано специальное сверлильное приспособление. Оно базируется на столе станка. В приспособление, имеющее два установа А и Б, одновременно устанавливается восемь деталей. Базовыми элементами приспособления являются: для установа А – установочный платик поз.9, упор поз.13 , опора поз.2; для установа Б – упор 12, упорная опора поз.3, упор поз. 10(прихват).
Для обработки центрального канала Æ![]() и получения
шероховатости Ra=0,8мм был спроектирован специальный
режущий инструмент - раскатник роликовый. Раскатник Æ38 – горизонтального действия , 5-ти роликовый, самонаводящийся
на размер. Диаметральный размер раскатника регулируется в пределах 2мм.
Настройка раскатника на размер осуществляется по специальному кольцу 5, а затем
уточняется в зависимости от условий обработки с помощью гайки 3, над которой
нанесена шкала с ценой деления 0,01мм на диаметр.
и получения
шероховатости Ra=0,8мм был спроектирован специальный
режущий инструмент - раскатник роликовый. Раскатник Æ38 – горизонтального действия , 5-ти роликовый, самонаводящийся
на размер. Диаметральный размер раскатника регулируется в пределах 2мм.
Настройка раскатника на размер осуществляется по специальному кольцу 5, а затем
уточняется в зависимости от условий обработки с помощью гайки 3, над которой
нанесена шкала с ценой деления 0,01мм на диаметр.
Для контроля размера Æ![]() и размера Æ
и размера Æ![]() был спроектирован и
рассчитан специальный мерительный инструмент - калибр соосности.
был спроектирован и
рассчитан специальный мерительный инструмент - калибр соосности.
Для уменьшения вспомогательного времени, а именно зажима деталей на сверлильном приспособлении (040 операция), было спроектировано механизирующее устройство – пневматический гайковерт.
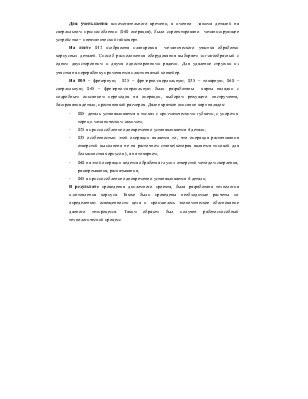
На листе 012 изображена планировка механического участка обработки корпусных деталей. Способ расположения оборудования выбираем зигзагообразный с одним двухсторонним и двумя односторонними рядами. Для удаление стружки из участка на переработку применяется пластинчатый конвейер.
На 005 – фрезерную; 025 – фрезерно-сверлильную; 035 – токарную; 040 – сверлильную; 045 – фрезерно-сверлильную были разработаны карты наладки с подробным описанием переходов на операции, выбором режущего инструмента, базирования детали, простановкой размеров. Далее краткое описание карт наладок:
- 005 деталь устанавливается в тисках с призматическими губками, с упором в торец и механическим зажимом;
- 025 в приспособление одновременно устанавливается 4 детали;
- 035 особенностью этой операции является то, что операция растачивания отверстий выполнена не на расточном станке(которая является типовой для большинства корпусов ), а на токарном;
- 040 на этой операции ведется обработка глухих отверстий методом сверления, развертывания, раскатывания;
- 045 в приспособление одновременно устанавливается 4 детали;
В результате проведения дипломного проекта, была разработана технология изготовления корпуса. Также были проведены необходимые расчеты по определению освещенности цеха и произвелось экономическое обоснование данного техпроцесса. Таким образом был получен работоспособный технологический процесс.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.