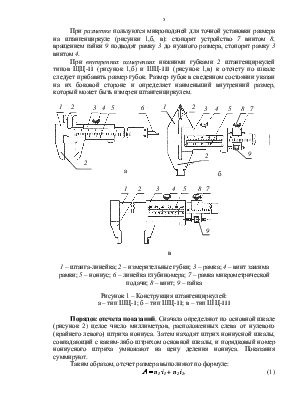






имеются нижние губки для наружных измерений и верхние для внутренних измерений. Для измерения высотных размеров используют линейку глубиномера 6.
В штангенциркуле типа ШЦ-II (рисунок 1,б) наружные измерения выполняют верхними и нижними губками. Для разметки служат верхние губки, концы которых шлифуют под острым углом. Для внутренних измерений предназначены нижние губки.
В штангенциркуле типа ШЦ-III (рисунок 1,в) наружные и внутренние измерения выполняют только нижними губками.
Порядок измерения. При измерении наружных размеров измеряемое изделие охватывают губками штангенциркуля (рисунок 1), прижимая неподвижную губку прибора к одной из поверхностей изделия, например вала, а вторую губку с рамкой и нониусом приближают к противоположной (второй) поверхности изделия, обеспечивая нормальную силу измерения. Застопорив рамку 3 винтом 4, снимают показания по шкалам прибора.
При разметке пользуются микроподачей для точной установки размера на штангенциркуле (рисунки 1,б, в): стопорят устройство 7 винтом 8, вращением гайки 9 подводят рамку 3 до нужного размера, стопорят рамку 3 винтом 4.
При внутренних измерениях нижними губками 2 штангенциркулей типов ЩЦ-II (рисунок 1,б) и ШЦ-III (рисунок 1,в) к отсчету по шкале следует прибавить размер губок. Размер губок в сведенном состоянии указан на их боковой стороне и определяет наименьший внутренний размер, который может быть измерен штангенциркулем.
 |
1 – штанга-линейка; 2 – измерительные губки; 3 – рамка; 4 – винт зажима рамки; 5 – нониус; 6 – линейка глубиномера; 7 – рамка микрометрической подачи; 8 – винт; 9 – гайка
Рисунок 1 – Конструкция штангенциркулей:
а – тип ШЦ-I; б – тип ШЦ-II; в – тип ШЦ-III
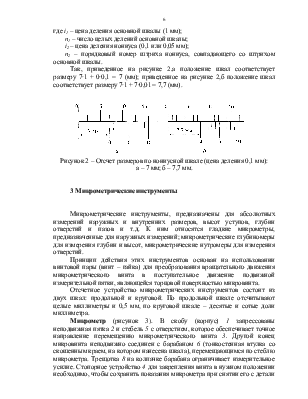
Порядок отсчета показаний. Сначала определяют по основной шкале (рисунок 2) целое число миллиметров, расположенных слева от нулевого (крайнего левого) штриха нониуса. Затем находят штрих нониусной шкалы, совпадающий с каким-либо штрихом основной шкалы, и порядковый номер нониусного штриха умножают на цену деления нониуса. Показания суммируют.
Таким образом, отсчет размера выполняют по формуле:
А = n1∙i1 + n2∙i2, (1)
где i1 – цена деления основной шкалы (1 мм);
n1 – число целых делений основной шкалы;
i2– цена деления нониуса (0,1 или 0,05 мм);
n2 – порядковый номер штриха нониуса, совпадающего со штрихом основной шкалы.
Так, приведенное на рисунке 2,а положение шкал соответствует размеру 7∙1 + 0∙0,1 = 7 (мм); приведенное на рисунке 2,б положение шкал соответствует размеру 7∙1 + 7∙0,01 = 7,7 (мм).
 |
Рисунок 2 – Отсчет размеров по нониусной шкале (цена деления 0,1 мм):
а – 7 мм; б – 7,7 мм.
3 Микрометрические инструменты
Микрометрические инструменты, предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и пазов и т.д. К ним относятся гладкие микрометры, предназначенные для наружных измерений; микрометрические глубиномеры для измерения глубин и высот, микрометрические нутромеры для измерения отверстий.
Принцип действия этих инструментов основан на использовании винтовой пары (винт – гайка) для преобразования вращательного движения микрометрического винта в поступательное движение подвижной измерительной пятки, являющейся торцовой поверхностью микровинта
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.