Тема 9. Анализ организационного - технологического построения швейного потока.
1. Определение загрузки организаций операций и потока в целом.
2. Анализ использования предметов труда во времени и порядка обработки деталей.
3. Определение квалификационного и технологического уровня потока.
4. Расчет ТЭП проектирующего потока.
1. Определение загрузки организационных операций (ОО) и потока в целом.
Анализ технологической схемы на данном этапе проводится в такой последовательности:
- проверяется загрузка потока в целом и по секциям;
- определяется соответствие содержания организационной операции согласно условиям выбранного типа потока;
- уточняются затраты времени на выполнение операций с учетом организации труда и разрабатываются мероприятия по обеспечению ритмичной работы.
Проверка загрузки исполнителей проводится по коэффициенту загрузки и графику (диаграмме) согласования.
Загрузку потока определяют на каждой секции и потоку в целом.
Коэффициент загрузки определяют по формуле:
Кз = Тизд ./ τ∙Кз = Кр / Кф ;
где: КФ; КР – количество рабочих фактическое и расчетное.
Коэффициент загрузки по секциям:
Кзсек = Тиздсек / τ∙ Кф = Кр / Кф ;
При ПАЗ Кз рассчитывается по каждой модели отдельно.
При ЦЗ Кз рассчитывается по среднему значению времени. Оптимальным вариантом загрузки потока считается при Кз = 1.
Допустимые значения Кз следующие: для потоков строгим ритмом 0,99 ÷1,01 (1%); для потоков со свободным ритмом – 0,98 ÷1,02 (2%).
В случае отклонения Кз потока от указанных выше пределов уточняется первоначальный такт потока, приняв новое значение Кз, равное его ближайшему пределу или единице:
τ УТ = ТИЗД/ (Кф ∙ Кз) ;
Уточнение такта позволяет уменьшить величину отклонения времени операций от такта, выравнивая тем самым ритмичность работы.
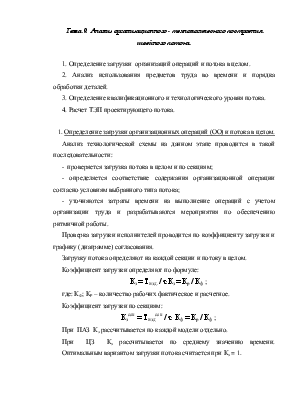
Для анализа компоновки отдельных организационных операций (ОО) и выявления отклонения от такта потока составляется график загрузки ОО – график (диаграмма) согласования времени ОО.
![]()
Рис. 2. График согласования времени организационных операций потока.
При: ПАЗ – график согласования строится по каждой модели;
ЦЗ - по среднему времени организационных операций.
2. Построение графа ОТС (монтажного графика).
Проверку соответствия структуры потока технологической последовательности обработки проводят путем построения графа организационно – технологической структуры (раннее использовался монтажный график).
Построение графа выполняется следующим образом.
 Вначале осуществляется произвольное расположение вершин графа. В вершинах
графа, характеризующих фактическое выполнение ОО, указывается специальность на
ОО Сi, количество оборудования на одного
рабочего Вi,
количество исполнителей Кi, номер ОО Ni.
Вначале осуществляется произвольное расположение вершин графа. В вершинах
графа, характеризующих фактическое выполнение ОО, указывается специальность на
ОО Сi, количество оборудования на одного
рабочего Вi,
количество исполнителей Кi, номер ОО Ni.
В дальнейшем производят его упорядочение на основе рассчитанной по полученному графу длительности пути и его местоположении.
Для оценки порядка перемещения деталей п/ф между операциями потока в левой стороне графа указывают детали кроя. От них в соответствии с принятыми условными обозначениями проводят линии, вначале к операции запуска, затем к соответствующей ОО, в которой эта деталь соединяется с основной, после чего указывается только основная деталь. Линии характеризуют организационного – технологические связи между организационными операциями.
Таким образом, граф ОТС операций потока наглядно показывает перемещение деталей по операциям, порядок их сборки и характеризует качество выполняемой комплектовки операций, рациональность принятой мощности потока.
3. Определение квалификационного и технического уровня потока.
Для того чтобы оценить рациональность составленной ОТС, а также дать оценку использования рабочей силы и оборудования в проектируемом потоке, после расчета технологической схемы составляется сводная таблица рабочей силы для каждой секции, а затем для потока в целом.
Сводная таблица рабочей силы составляется следующим образом:
|
Разряд |
Расчетное количество рабочих по видам работ |
Сумма тарифных разрядов |
Тарифный коэффи- циент |
Сумма тарифных коэффи- циентов |
||||||
|
М |
С |
А |
П |
У |
Р |
Итого по разрядам |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1 |
1 |
|||||||||
|
2 |
1,4 |
|||||||||
|
3 |
1,8 |
|||||||||
|
4 |
2,2 |
|||||||||
|
5 |
2,7 |
|||||||||
|
Итого по спец. |
||||||||||
|
Уд. вес,% |
100 |
|||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.