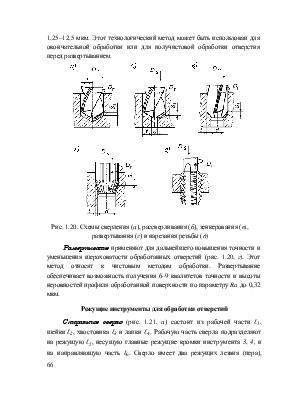








операция получения глухих и сквозных отверстий в сплошном материале сверлами различных типов. Наиболее часто с этой целью применяют спиральные сверла, которые позволяют сверлить отверстия в диапазоне диаметров от 0,25 до 80 мм (рис. 1.20, а). Точность просверленных отверстий в связи с малой жесткостью инструмента, значительными осевыми силами резания и неуравновешенностью радиальных сил не высока и соответствует 12–14 квалитетам точности. Высота микронеровностей профиля обработанной поверхности отверстия превышает значения Rа 6,3 мкм.
С использованием сверла можно увеличить диаметр уже имеющегося отверстия. Такой вид обработки называют рассверливанием (рис. 1.20, б).
Зенкерование — метод обработки предварительно просверленного, штампованного или литого отверстия зенкером в целях достижения более правильной геометрической формы отверстия, прямолинейности оси, повышения точности и снижения шероховатости поверхности (рис. 1.20, в). Зенкерование обеспечивает 10–12 квалитеты точности обработки отверстия и шероховатость поверхности по параметру Ra в пределах 1,25–12,5 мкм. Этот технологический метод может быть использован для окончательной обработки или для получистовой обработки отверстия перед развертыванием.
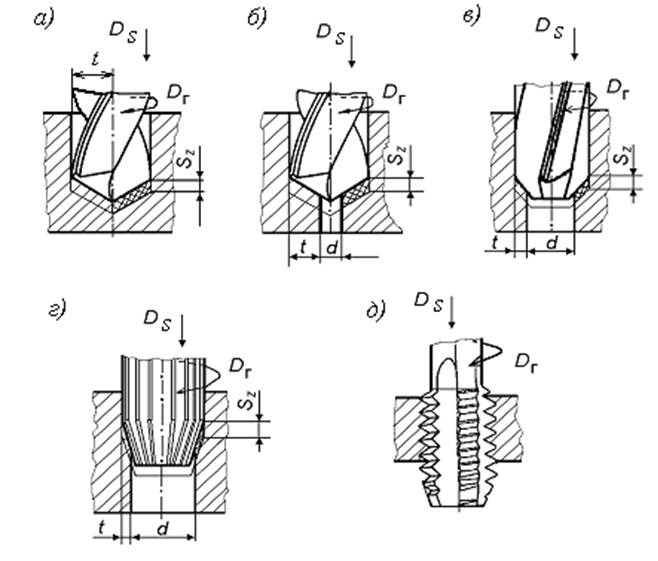
Рис. 1.20. Схемы сверления (а), рассверливания (б), зенкерования (в), развертывания (г) и нарезания резьбы (д)
Развертывание применяют для дальнейшего повышения точности и уменьшения шероховатости обработанных отверстий (рис. 1.20, г). Этот метод относят к чистовым методам обработки. Развертывание обеспечивает возможность получения 6–9 квалитетов точности и высоты неровностей профиля обработанной поверхности по параметру Ra до 0,32 мкм.
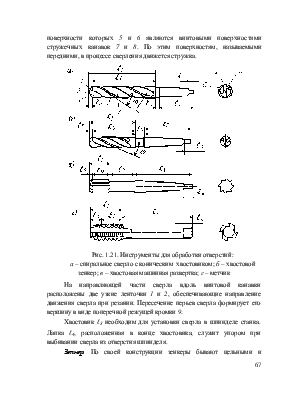
Спиральное сверло (рис. 1.21, а) состоит из рабочей части ℓ1, шейки ℓ2, хвостовика ℓ3и лапки ℓ4. Рабочую часть сверла подразделяют на режущую ℓ5, несущую главные режущие кромки инструмента 3, 4, и на направляющую часть ℓ6. Сверло имеет два режущих лезвия (пера), поверхности которых 5 и 6 являются винтовыми поверхностями стружечных канавок 7 и 8. По этим поверхностям, называемыми передними, в процессе сверления движется стружка.
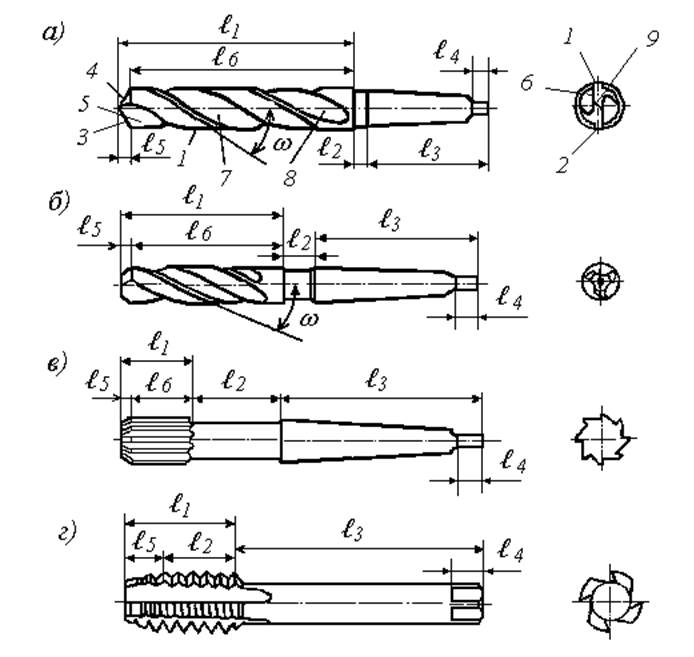
Рис. 1.21. Инструменты для обработки отверстий:
а – спиральное сверло с коническим хвостовиком; б – хвостовой зенкер; в – хвостовая машинная развертка; г – метчик
На направляющей части сверла вдоль винтовой канавки расположены две узкие ленточки 1 и 2, обеспечивающие направление движения сверла при резании. Пересечение перьев сверла формирует его вершину в виде поперечной режущей кромки 9.
Хвостовик ℓ3 необходим для установки сверла в шпинделе станка. Лапка ℓ4, расположенная в конце хвостовика, служит упором при выбивании сверла из отверстия шпинделя.
Зенкер. По своей конструкции зенкеры бывают цельными и сборными, насадными и хвостовыми. На рис. 1.21, б изображен цельный хвостовой зенкер. Основными его элементами являются рабочая часть ℓ1, состоящая в свою очередь из режущей ℓ5 и калибрующей ℓ6 частей, шейка ℓ2, хвостовик ℓ3 и лапка ℓ4.
Хвостовой зенкер в отличие от спирального сверла имеет три или четыре режущих зуба с режущими кромками, расположенными на режущей части, и не содержит поперечной кромки.
Увеличение точности обработки, достигаемое зенкером, обеспечивается его большей, чем у сверла, жесткостью и меньшей глубиной резания.
Развертка – инструмент для чистовой обработки отверстий. Основное отличие развертки (рис. 1.21, в) от зенкера заключается в том, что она имеет большее число режущих зубьев (6–14), которые, срезая небольшие слои материала, обеспечивают повышенный по отношению к обработке зенкером квалитет точности отверстия.
Развертки подразделяют на машинные и ручные. Последние предназначены для обработки отверстий вручную. Машинные развертки по способу установки на станке делят на хвостовые и насадные, по конструкции рабочей части – на цельные и сборные. Конструктивными элементами хвостовой развертки являются рабочая часть ℓ1, шейка
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.