Скопления металла после внесённых изменений отсутствуют. Выполнен принцип одновременного затвердевания.
Сопряжения стенок на деталях следует проектировать плавными. При отношении толщин 25/20 радиусы сопряжения составят:
![]()

Значения радиусов сопряжений выбираем из нормального ряда радиусов: r = 5мм и R = 30 мм.
1) Разработка технологичной конструкции путём сокращения объёма механической обработки:
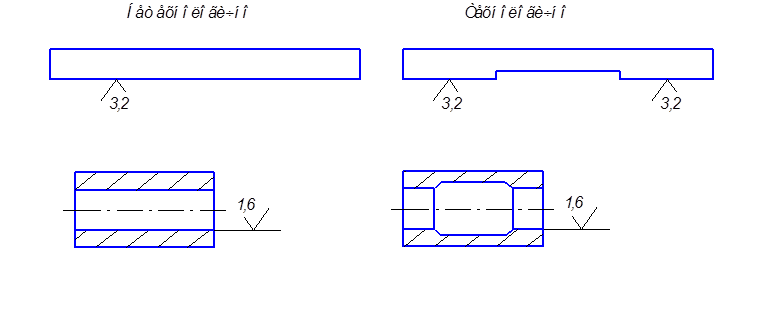
Рис. 2. Разработка технологичной конструкции путём сокращения объёма механической обработки
2) Разработка технологичной конструкции путём уменьшения стенок отливки и обеспечения плавности сопряжений
Технологичный вариант
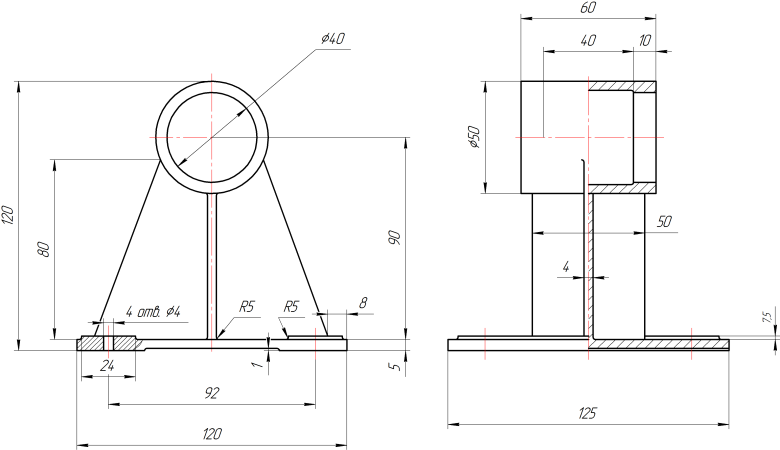 Рис. 3. Разработка технологичной конструкции
путём уменьшения стенок отливки и обеспечения плавности сопряжений
Рис. 3. Разработка технологичной конструкции
путём уменьшения стенок отливки и обеспечения плавности сопряжений
Для назначения припусков на механическую обработку согласно ГОСТ 26645-85 установлен 12-й класс точности размеров отливки и 12-й класс точности размеров массы. Классы точности определены исходя из способа получения отливок в разовых песчаных формах в условиях единичного производства.
Припуски назначены по 12-му ряду для нижних и боковых поверхностей и по 13-му ряду для верхних поверхностей.
|
Размер детали, мм |
Допуск размер-ной точ-ности Δ, мм |
Суммар- ный допуск Δобщ, мм |
Припуск на меха- ническую обработ-ку Z, мм |
Размер отливки, мм |
Припуск на усадку, мм |
Размер модели, мм |
Размер стерж- невого ящика, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
600 |
9 |
11,3 |
600±4,5 |
6 |
606 |
||
|
625 |
9 |
11,3 |
625±4,5 |
6,3 |
631 |
||
|
400 |
8 |
10 |
410±4 |
4,1 |
415 |
||
|
300 |
8 |
10 |
+10, +10 |
320±4 |
3,2 |
324 |
324 |
|
50 |
5 |
6,3 |
7,5 |
58±2,5 |
0,58 |
59 |
|
|
250 |
7 |
8,8 |
250±3,5 |
2,5 |
253 |
||
|
25 |
4 |
5 |
6,8 |
32±2 |
0,32 |
33 |
|
|
20 |
4 |
5 |
20±2 |
0,2 |
21 |
||
|
450 |
9 |
11,3 |
450±4,5 |
4,5 |
455 |
||
|
120 |
6,4 |
8 |
120±3,2 |
1,2 |
122 |
||
|
Ø 250 |
7 |
8,8 |
Ø 250±4,4 |
2,5 |
Ø 253 |
||
|
Ø 200 |
7 |
8,8 |
-8 |
Ø 192±3,5 |
1,9 |
Ø 194 |
Ø 194 |
|
7,5 |
3,2 |
4 |
6 |
13,5±1,6 |
0,14 |
14 |
|
|
42 |
5 |
6,25 |
42±2,5 |
0,42 |
43 |
||
|
5 |
2,8 |
3,5 |
5,5 |
10,5±1,4 |
0,11 |
11 |
|
|
210 |
7 |
8,8 |
210±3,5 |
2,1 |
212 |
||
|
200 |
7 |
8,8 |
200±3,5 |
2,0 |
212 |
Допуск размеров определён по 12-му классу точности. Общий допуск с учётом коробления и неточности поверхностей увеличен на 25%. Все предельные отклонения размеров отливки выбраны симметричными, т.к. ни один элемент отливки не расположен в одной части формы. Предельные отклонения размеров до необрабатываемых поверхностей обозначены на чертеже детали.
Припуск на усадку для чугуна составляет 1%. Размеры модели и стержневых ящиков превышают размеры отливки на величину припуска. Размеры знаковых частей модели определены с учётом зазора между стержнем и формой, равного 2 мм.
Формовочные уклоны на отливке будут соответствовать уклонам на модели. На необрабатываемые поверхности назначены конструктивные уклоны 3°.
Стержневые ящики служат для получения стержней. Процесс изготовления стержней включает в себя набивку ящика стержневой смесью, съём ящика с сырого стержня на сушильной плите, транспортировку стержней в сушильную камеру. Только после сушки стержень является сравнительно прочным, его можно переносить, перевозить, перекладывать, устанавливать в форму или собирать с другими стержнями.
Вертикально расположенный цилиндр невозможно получить с помощью болвана из-за большого соотношения глубины и ширины, поэтому отверстие получаем с помощью стержня.
Точность фиксации стержня в форме обеспечивается конфигурацией и размерами знаков и соответствующими размерами знаковых частей модели и стержневого ящика. Основные размеры стержневых знаков определяют по ГОСТ 3606-80. Высота нижних знаков стержня – 50 мм, а верхних – 25 мм. Формовочные уклоны на нижних знаках составят 7°, а на верхних - 10°. Размеры и уклоны проставлены на чертеже детали с элементами литейной формы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.