Сущность, основные виды и назначение горячей объёмной штамповки.
Горячая объёмная штамповка-вид обработки металла, при котором формообразование поковки осуществляется при помощи специального инструмента-штампа. Течение металла ограничивают поверхности и выступы полости штампа, так что они образуют единую полость-ручей. В качестве заготовки используется прокат, в некоторых случаях могут использоваться отливки. Штамповкой можно получать детали сложной конфигурации. Штампованные паковки обрабатываются только в местах соединения с другими деталями. Обеспечивается высокая производительность процесса.
Штамповка бывает в открытых штампах (характеризуется переменным зазором между подвижной и неподвижной частями штампа) и в закрытых штампах (полость в процессе деформирования остается закрытой).
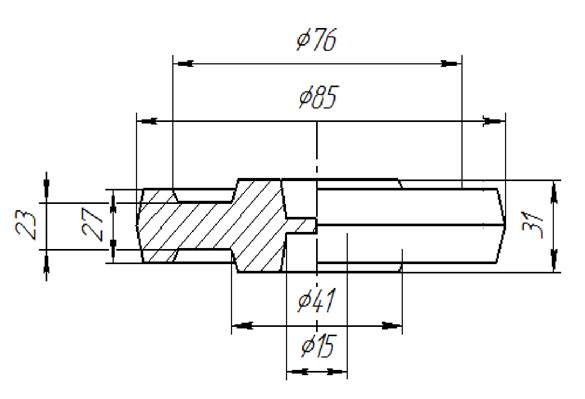
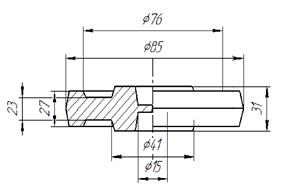
Рис.1 Чертеж поковки.
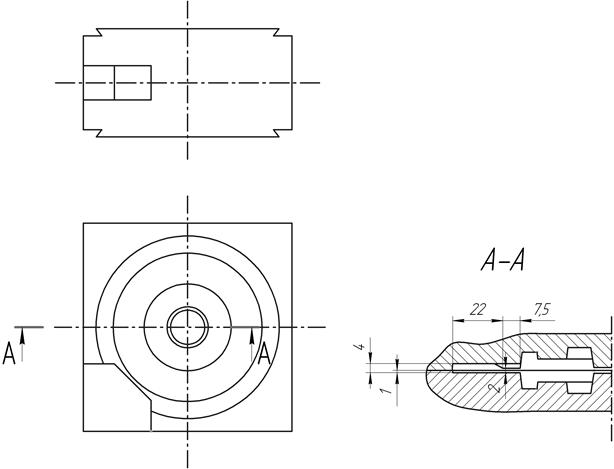
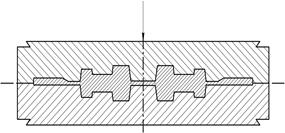
Рис. 2 Эскиз штампа.
Расчет размеров исходной заготовки:
Объём исходной заготовки равен:
![]()
Где ![]() - Объем поковки,
- Объем поковки,
![]() -
Объем удаляемых на поковке перемычек
-
Объем удаляемых на поковке перемычек
![]() -
Объем облоя
-
Объем облоя
![]() - обьем
металла теряющийся при нагреве( =0 в данной работе)
- обьем
металла теряющийся при нагреве( =0 в данной работе)
Здесь, ![]() =1,36см2
- площадь поперечного сечения облойной канавки
=1,36см2
- площадь поперечного сечения облойной канавки
![]() = 25см
– периметр поковки в плане, который равен длине облойной канавки
= 25см
– периметр поковки в плане, который равен длине облойной канавки
Подставим значения:
![]()
Таким образом ![]()
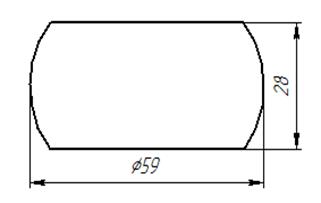
Диаметр заготовки ![]() выбираем по сортаменту проката после
ориентировочного расчета по формуле:
выбираем по сортаменту проката после
ориентировочного расчета по формуле: ![]() . Получим:
. Получим:
![]()
Необходимая длина заготовки:

При этом выполняется условие 1,25![]() <
<![]() <2,5
<2,5![]()
Расчет усилия пресса.
Расчет усилия пресса производиться по следующей формуле:

где ![]() - напряжение текучести материала
при температуре штамповки (для свинца
- напряжение текучести материала
при температуре штамповки (для свинца ![]() =15-20
МПа) Примем его равным 18 МПа.,
=15-20
МПа) Примем его равным 18 МПа.,
![]() = 7,5мм – ширина мостика облойной
канавки,
= 7,5мм – ширина мостика облойной
канавки,
![]() =
= ![]() = 2мм –
толщина облоя,
= 2мм –
толщина облоя,
D = 85 мм – диаметр поковки в плане,
![]() - площадь поковки в плане :
- площадь поковки в плане :  = 251мм
= 251мм
После подстановки получим ![]() =
8,421∙105 Н
=
8,421∙105 Н
Последовательность и основные операции штамповки.
|
№ п/п |
Наиме- нование операции |
Операционный зскиз |
Обору- дование |
Инс- трумент |
Схема деформирования |
||||
|
1 |
Осадка |
|
Пресс гидравлический МС500 |
Осадочная площадка штампа |
|
||||
|
2 |
Штамповка |
|
Штамп для объёмной штамповки |
|
|||||
|
3 |
Обрубка облоя |
|
Обрубочный штамп |
Выводы.
Осадка необходима для уменьшения высоты исходной заготовки. Если заготовку предварительно не осадить, то мжет произойти ее опрокидывание в штампе.
Штамповка необходима для образования требуемой формы детали. Обрубка необходима для отделения от детали лишнего материала (облоя).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.