119) Для обеспечения высокой точности расположения оси отверстия и его точной продольной формы применяют обработку
б) Растачиванием
120) Мелкие крепежные отверстия (менее М6) не рекомендуется обрабатывать на станках с ЧПУ вследствие
а) Значительной вероятности поломки метчиков
121) Для обработки канавок в основных отверстиях корпусных деталей на многооперационных станках чаще применяют
б) фрезерование дисковыми фрезами с круговой подачей
122) Обрабатывается система крепежных отверстий, расположенных на различных гранях призматической детали. Обработка ведется на многооперационном станке с горизонтальным шпинделем и поворотным столом. Последовательность обработки определяется
в) затратами вспомогательного времени
123) Выбор последовательности переходов сверлильной операции на многоцелевом станке выбирается с учетом
е) верны все выше названные ответы
124) Чем осложнен выбор последовательности обработки отверстий на многоцелевом станке?
б) наличием большого числа отверстий различного диаметра и точности, расположенных с разных сторон призматической заготовки
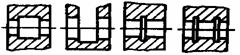
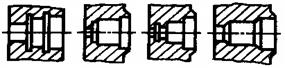
125) Укажите номер группы отверстий и канавок требующих обработки с двух сторон на многоцелевом станке с ЧПУ?
|
|
|
|
|
|
|
|
б) 2
126) Какими принципами руководствуются при выборе последовательности обработки отверстий в корпусных деталях на многоцелевых станках с ЧПУ?
в) выбор кратчайшего пути перемещения узлов станка
127) Для обработки призматических корпусных заготовок за один установ на многоцелевом станке с ЧПУ с пяти сторон применяют
б)*специальные поворотные головки, установленные в шпиндель станка, а также специальное поворотное приспособление на спутнике
128) В качестве технологических баз у призматических корпусных деталей при обработке на многоцелевом станке применяют
а) две плоскости и отверстие
в) плоскость и два отверстия
129) Какие требования предъявляются к базирующим элементам приспособления при установке заготовки на станке с ЧПУ?
г) верны все выше перечисленные ответы
130) На что влияет подача и скорость резания на станках с ЧПУ
б) подача оказывает преимущественное влияние на производительность обработки, а скорость резания – на стойкость инструментов
131) Метчики на станках с ЧПУ закрепляют в
в) специальных патронах, имеющих осевую компенсацию и фрикционный механизм перегрузки, срабатывающий при упоре метчика в дно отверстия или при заклинивании
132) Какой тип вспомогательного инструмента используют для базирования режущего инструмента на фрезерных, расточных и многоцелевых станках с ЧПУ?
а) оправки, патроны, втулки
РАЗДЕЛ 3 ПОДГОТОВКА УПРАВЛЯЮЩИХ ПРОГРАММ ДЛЯ СТАНКОВ С ЧПУ
133) Из чего строится управляющая программа?
в) из отдельных кадров
134) Что включает в себя кадр управляющей программы?
б) последовательности слов, образующих информацию для одного перехода
135) В какой последовательности рекомендуется располагать слова в кадре управляющей программы для устройства Н33?
В) N, G, X, У, Z, I, J, K, M, S, F, T, L, LF
136) Что означает кадр программы для станка 6М13ГН-1Н с УЧПУ НЗЗ
№ 015 G01 X + 001500 Y - 002500 Z + 008000 F 0632 LF ?
в) Линейное перемещение по осям Х на 15 мм, Y на 25 мм, Z на 80 мм с подачей 320 мм/мин
137) В чем заключается ошибка кадра программы для станка 6М13ГН-1Н с УЧПУ Н33
№ 014 X + 003000 Y - 002000 M03 LF ?
б) В кадре нет ошибок
138) На пятом корректоре набрано число + 1000, обрабатывается кадр программы
№ 015 Y + 002400 Z + 005000 L105 LF. Фактическое перемещение для станка составит
б) X + 10мм; Y + 24 мм; Z + 50 мм
139) Линейное перемещение из точки с координатами Х = - 20,45 мм ; Y = 50,5 мм в точку с координатами Х = 50,55 мм ; Y = - 20,5мм задается следующим образом:
б) № 007 G01 X + 007100 Y - 007100 LF
140) Расшифруйте F 0475 (Н33)
в) Подача 7,5 мм/мин
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 1)
1) 2)
2) 3)
3) 4)
4)