котельные, работающие на отходах производства – мазуте, попутном газе.
Кроме обессоливания, обезвоживания и прямой перегонки на многих нефтезаводах есть еще одна операция переработки – вторичная перегонка. Ее еще называют зачастую четкой ректификацией. Задача этой технологии – получить узкие фракции нефти для последующей переработки.
Вторичная перегонка завершает первую стадию переработки нефти: от обессоливания до получения узких фракций.
Одна из самых распространенных технологий этого цикла – крекинг.
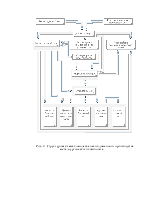
Структурная схема производства представлена на рисунке 2.
Рис. 2. Структурная схема технологического процесса нефтеперерабатывающего завода.
2. Черная металлургия.
Железо встречается в природе в виде руды. Руда залегает как на глубине, так и на поверхности земной коры. После добычи руду измельчают в различных дробилках. Из дробилок она поступает на грохоты, где отсеиваются ненужные породы. Сырые материалы доставляют в доменный цех в саморазгружающихся железнодорожных вагонах. Вагоны попадают на разгрузочную эстакаду, где рудные материалы выгружаются в траншею. Из траншеи их перегружают грейдерным краном на рудный двор, расположенный параллельно линии доменных печей, и укладываются в штабеля в определенном порядке для выравнивания состава шихты.
С рудного двора усредненная шихта специальным перегружателем – мостовым краном портального типа – подается в самозагружающийся трансверкар (электровагон), передвигаясь по железнодорожным путям вдоль бункерной эстакады он распределяет шихту по бункерам. Общее число бункеров обычно равно 30 – 32.
Большую часть чугуна – около 90 % всей выплавки доменных печей – перерабатывают в сталь и затем в прокат. Остальной чугун непосредственно используют в качестве литья, преимущественно в машиностроении.
Еще для выплавки металла используют мартеновские печи, в них загружают как руду, так и лом черных металлов. Емкость мартеновских печей достигает 500 т и более. Обычно для обогрева мартеновских печей применяют смесь доменного и коксового газа.
Прокатку выполняют в прокатных станах, состоящих из одной или нескольких рабочих клетей.
Клеть представляет собой станину, в которой размещены прокатные валки. Специальные электроприводы вращают валки станов. Станы бывают различных видов. В обжимных станах прокатываются слитки. Крупные слитки отправляются на такие станы как блюминг и слябинг. На слябинге получают заготовку в виде плиты прямоугольного сечения для изготовления листа – слябы. Исходным материалом для прокатки служит металлический слиток или заготовка, полученная на машине непрерывного литья.
При горячей прокатке слитки или заготовки помещают в специальные печи – глубокие нагревательные колодцы.
Мартеновская печь – вытянутая камера в горизонтальном направлении из огнеупорного кирпича. В печь загружают твердый чугун, металлический лом, заливают жидкий чугун, подают шлакообразные материалы и различные добавки. За одну плавку мартеновская печь может выдать до 900 т стали. Плавка длится 7…8 часов. После выплавки металл разливают в формы или в один длинный слиток.
Структурная схема производства представлена на рисунке 2.
Рис. 2. Структурная схема технологического процесса
завода черной металлургии.
3. Комплекса цехов доменного производства металлургического комбината.
Цель доменного производства состоит в получении чугуна из железных руд путем их переработки в доменных печах. Сырыми материалами доменной плавки являются топливо, железные и марганцевые руды и флюс, которые в доменное производство поставляет горнорудная база. Топливом для доменной плавки служит кокс, получаемый из каменного угля. Для получения кокса на металлургическом комбинате существует коксохимическое производство, которое поставляет кокс в доменный
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.