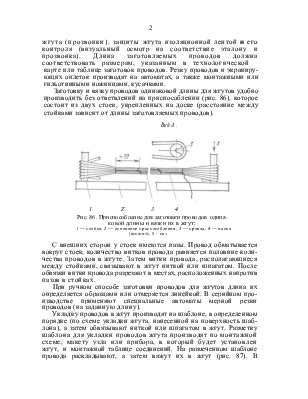


схеме, макету узла или прибора, в который будет установлен жгут, и монтажной таблице соединений. На размеченном шаблоне провода раскладывают, а затем вяжут их в жгут (рис. 87). В зависимости от конструкции прибора жгуты бывают плоскими или объемными.
При раскладке концы проводов обрезают по поперечным меткам, маркируют и закрепляют. Укладку проводов на шаблоне начинают с запасных и длинных рабочих проводов и заканчивают самыми короткими проводами. Экранированные провода, входящие в жгут, обматывают киперной лентой и размещают внутри жгута либо в изоляционной трубке.
Вязку жгута осуществляют в одном направлении хлопчатобумажной ниткой № 00 или льняной № 9,5/5. Для ручной вязки применяют приспособление (рис. 88, а), в корпус 4 которого вставляется катушка 3 с нитками. Крышки 5 и 2 служат для центрирования катушки 3. В верхней крышке 5 имеется ушко для придания нитке определенного направления, а в нижней крышке крепится крючок 1.
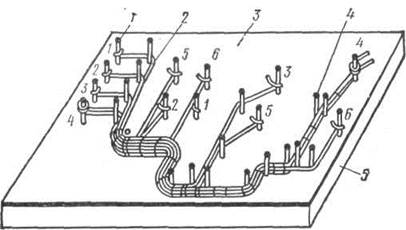
Рис. 87. Шаблон для укладки и вязки жгутов:
1 — шпилька для закрепления конца провода, 2 — провода, 3 ■
шаблон (съемный лист), 4 — шпилька для укладки проводов, 5 ■
основание
Для облегчения сматывания нитки с катушки в корпусе предусмотрены прорезь и вывод для наружного конца намотанной катушки. Работа приспособления осуществляется в определенной последовательности. Сначала в корпус приспособления вставляется намотанная катушка, верхний конец которой заводится в прорезь корпуса. Далее закрывается крышка и продевается конец нитки через ушко.
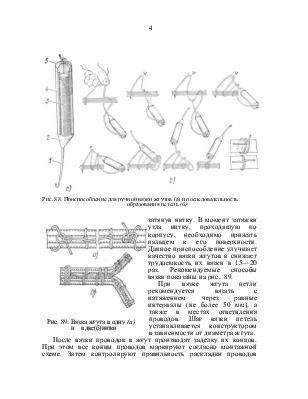
Вязку жгута производят по схеме образования петли. На вязку одного узла требуется 0,5—1 с. Для выполнения операции достаточно взять нитку, как показано на рис. 88, б, задеть крючком петлю, протянуть ее под жгутом и продеть через две петли приспособление,
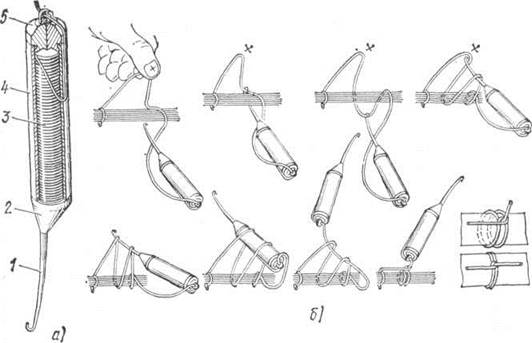
Рис. 88. Приспособление для ручной вязки жгутов (а) и последовательность образования петель (б)
|
|
затянув нитку. В момент затяжки узла нитку, проходящую по корпусу, необходимо прижать пальцем к его поверхности. Данное приспособление улучшает качество вязки жгутов и снижает трудоемкость их вязки в 15—20 раз. Рекомендуемые способы вязки показаны на рис. 89.
 При вязке жгута петли рекомендуется
вязать с натяжением через равные интервалы (не более 50 мм), а также в местах
ответвления проводов. Шаг вязки петель устанавливается конструктором в зависимости от диаметра жгута.
При вязке жгута петли рекомендуется
вязать с натяжением через равные интервалы (не более 50 мм), а также в местах
ответвления проводов. Шаг вязки петель устанавливается конструктором в зависимости от диаметра жгута.
После вязки проводов в жгут производят заделку их концов. При этом все концы проводов маркируют согласно монтажной схеме. Затем контролируют правильность раскладки проводов прозвонкой. В случае применения электрифицированных шаблонов для выполнения жгутов прозвонку можно не производить.
Контроль сложных жгутов осуществляют на специальных полуавтоматических стендах по заданной программе. Жгут на панели стенда закрепляют вручную, а правильность раскладки проводов и сопротивление их изоляции контролируют автоматически.
Сначала производят контроль на соответствие электрическим схемам соединений (проверка правильности раскладки проводов). При этом последовательно подают необходимое напряжение на один из концов проверяемого провода и отмечают появление этого напряжения во всех других проводах жгута, электрически связанных с проверяемым проводом. Кроме того, отмечают отсутствие напряжения в проводах жгута, которые электрически не связаны с проверяемым проводом. Вся информация о контроле выдается автоматом в виде кодированных отверстий на перфоленте или в виде записи на ленте с цифровыми и буквенными обозначениями.
При контроле сопротивления изоляции проводов стенд последовательно автоматически осуществляет подачу постоянного напряжения к электрически изолированным друг от друга проводам (цепям), фиксируя при этом сопротивление изоляции.
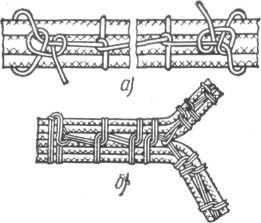
В случае необходимости производят защиту жгута изоляционными лентами или экранирующей оплеткой. Готовые жгуты укладывают по монтажной схеме и чертежу прибора. Одновременно с укладкой концы проводов жгута разводят к соответствующим местам схемы прибора и припаивают. При этом необходимо, чтобы отдельные провода не заслоняли собоймаркировочные надписи н надписи значении номиналов на деталях.
При укладке жгутов в прибор необходимо соблюдать предосторожность во избежание поломки и обрыва токопроводящих жил проводов и выводов навесных радиодеталей, а также замыкания оголенных токопроводящих мест. Внутри прибора жгут крепят к шасси или стенкам металлическими скобами (рис. 90), под которые
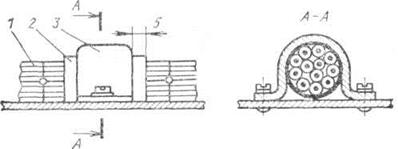
Рис. 90. Крепление жгутов:
/ — жгут, 2 — изоляция (лента,трубка), 3 — скоба (двусторонняя)
предварительно подкладывают изоляционные материалы из поливи-нилхлорида, лакоткани или прессшпана. Края прокладок выступают из-под скобы не менее чем на 5 мм. Конструктивно скобы выполняют двусторонними (крепят двумя винтами) и односторонними (крепят одним винтом). Жесткость крепежных скоб, особенно односторонних, должна быть достаточной, чтобы не допустить их разгибания или деформации при креплении к шасси вместе со жгутом.
При переходе неэкранированных (а при необходимости и экранированных) жгутов из одного блока прибора в другой через стенку
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.