стабильной бесперебойной работы отделения биоокисления предусмотрено создание компенсационного склада сухого концентрата на 1000 т и 400-кубовый перемешиватель для сгущенного концентрата.
Для стабильной бесперебойной работы отделения биоокисления предусмотрено создание компенсационного склада сухого концентрата на 1000 т и 400-кубовый перемешиватель для сгущенного концентрата.
Таблица 1.3 – Рекомендуемые параметры процесса биоокисления
|
Параметр |
Величина показателя |
|
Крупность частиц – содержание класса -0,044 мм |
95 % |
|
Соотношение Ж:Т в исходном питании |
5 |
|
Время биоокисления |
120 ч |
|
Температура процесса |
38-40 оС |
|
Количество тепла, выделяющегося при биоокислении |
1000 ккал/кгконц |
|
рН пульпы |
1,4-1,6 |
|
Минимальное содержание кислорода в пульпе |
2,0 мг/л |
|
Удельный расход воздуха |
0,3-0,4 м3/м2мин |
|
Исходное содержание S2- в концентрате |
15-25 % |
|
Остаточное содержание S2- в окисленном концентрате |
не более 1 % |
|
Выход твердого в биопульпе от исходного в питании |
80 % |
|
Содержание сульфидной серы в твердом после биоокисления |
не более 1,0-2,0 % |
На рисунке 1.6 представлена конструкция реактора биоокисления [23].
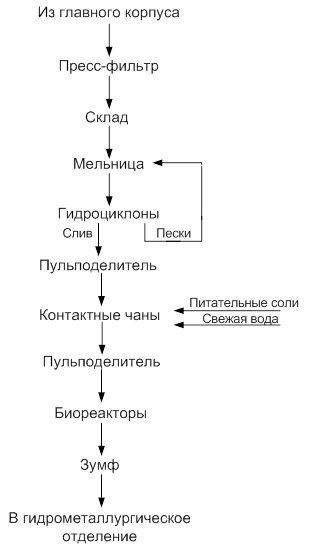
Сгущенный флотоконцентрат из главного корпуса рудоподготовки насосами подается в четырехструйный пульподелитель, откуда может поступать либо в контактные чаны (КЧ-100) для приготовления пульпы перед фильтрацией (основной поток), либо в перемешиватель для создания резервного запаса флотоконцентрата (резервный поток), либо в мельницу доизмельчения (резервный поток), либо в пульподелитель для подачи пульпы в контактные чаны КЧ-100 для приготовления питания реакторов бактериального окисления, т.е. для репульпации сгущенного флотоконцентрата до требуемой плотности и контакта с питательными солями.
Из КЧ-100 пульпа насосом подается на пресс-фильтр, откуда фильтрат поступает в зумпф и далее насосами возвращается в сгуститель. Насосы подачи пульпы в пресс-фильтр поставляются в комплекте с ним и имеют собственную систему автоматизации, которая регулирует подачу пульпы, время операции фильтрования, время промывки и т.д.
Отфильтрованный флотоконцентрат ленточным конвейером подается на склад для создания компенсационного запаса, распределение по всему объему склада флотоконцентрата осуществляется с помощью плужковых сбрасывателей, установленных на конвейере. Со склада сухой флотоконцентрат подается грейфером через бункер подачи на конвейер и далее в мельницу.
Из мельницы через зумпф насосами пульпа подается на гидроциклонную установку. Из гидроциклонов пески возвращаются в мельницу, а слив через пульподелитель поступает в контактные чаны КЧ-100. В чаны подается свежая техническая вода и питательные растворы солей. Из чанов насосами раствор подается в пульподелитель, далее в реакторы биоокисления.
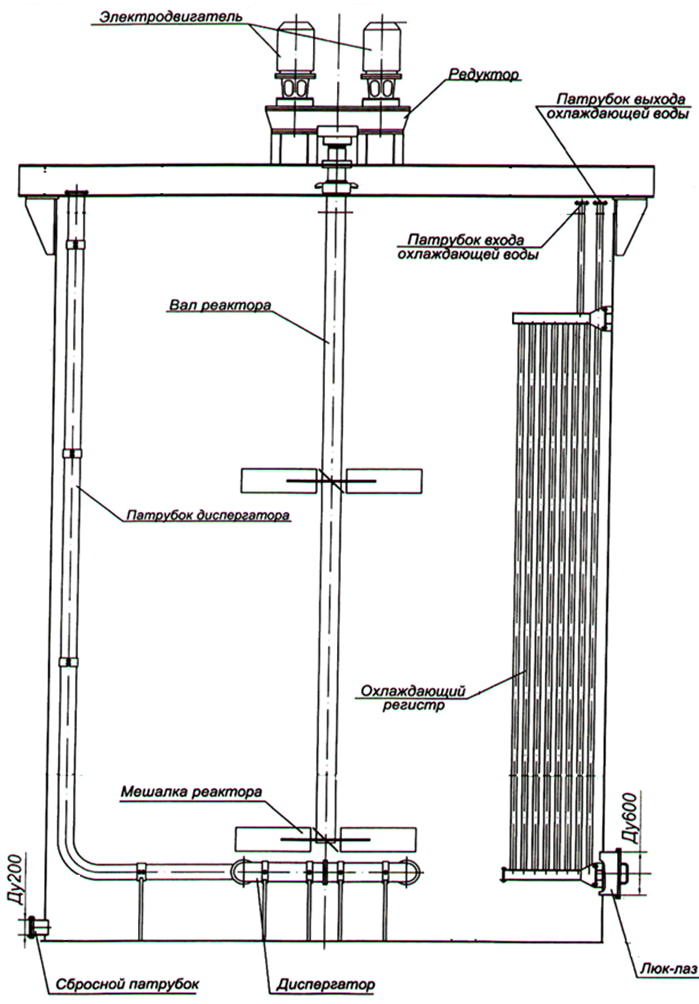
Рисунок 1.6 – Конструкция биореактора
На рисунке 1.7 приведена технологическая схема участка биоокисления.
|
|
|
Рисунок 1.7 – Технологическая схема участка биоокисления |
Процесс осуществляется в цепочке аппаратов в непрерывном режиме. В процессе окисления сульфидов происходит образование элементарной серы, серной кислоты с выделением тепла.
Для жизнедеятельности бактерий требуются стабильная температура, кислород и кислотность на уровне рН, равном 1,4-1,6.
Исходную пульпу флотоконцентрата с соотношением твердое/жидкое, равным 1/5, непрерывно дозируют в первые 4 аппарата каждой цепочки, в цепочке 6 аппаратов, в отделении 3 цепочки. Передвижение пульпы из аппарата в аппарат происходит самотёком. В аппараты подают воздух для насыщения кислородом до 2-4 мг/л и отводят избыток тепла для стабилизации
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.